東北大学、(株)メムス・コア
1. はじめに
高密度集積回路 (LSI) や大容量通信技術のお陰で多くの情報が得られる時代になっていますが、多様なセンサやMEMS (Micro Electro Mechanical Systems) のような技術を、ビジネスとしてどう発展させていけばよいか、以前SEMI通信に書いた記事 https://www.semi.org/jp/blogs/technology-trends/mems-business (2020年6月30日) を具体的な事例は参照して頂きながら、バージョンアップして述べてみたいと思います。
2. LSIとMEMS
LSIの素子数は微細化により1.5年から2年で2倍になるムーアの法則で指数関数的に進歩してきましたが、これは高集積化の流れでMore Mooreと呼ばれます。これに対して、システムの入出力などに使われるセンサ・MEMS技術は多くの場合に多品種・少量で開発がボトルネックになり、毎年13%の割合で進歩し、多様化の流れでMore than Mooreと呼ばれます。米国のテキサスインスツルメンツ社の社長であった Patrik E. Haggerty氏は集積回路の将来について、「ほんの数社 (五つ程度) が工業の必要全需要の90%かそれ以上を供給する」と1964年に述べています (フレデリック サイツ、ノーマン アインシュプラッハ 「シリコンの物語」 内田老鶴圃 (2000))。標準化と大量生産で設備投資を回収できる集積回路に対し、MEMSビジネスは多くの場合に困難に遭遇します。2004年にカリフォルニア州サンノゼに SVTC (Silicon Valley Technology Center) という会社ができ、8インチラインでLSIとは異なる多様な半導体デバイスの試作・小規模生産を始めましたが、2012年10月に閉鎖されました。
3. 日本のセンサ・MEMS
1990年頃まで日本のMEMSは世界の一翼を担っていました。例としては、豊田中央研究所で開発されたピエゾ抵抗型の圧力センサが、1980年代に自動車のエンジン制御に使われ、排気ガス対策に貢献しました。1987年に横河電機では振動型圧力センサを開発し、今でも使われています。また深くエッチングするBoschプロセスによるDRIE (Deep Reactive Ion Etching) を住友精密工業が1995年に製品化しMEMS分野に大きく貢献しました。
4. 試作コインランドリ
東北大学の「西澤潤一記念研究センター」では、移設した半導体工場をベースに寄付された設備などを利用し、1,800 m2 のクリーンルームにある「試作コインランドリ」 http://www.mu-sic.tohoku.ac.jp/coin/index.html で、会社から派遣された人が自分で操作し、4インチや6インチ、一部8インチのウェハで試作開発ができるようにしています。2010年より戸津健太郎教授が中心になって運営していますが、ここで作られたデバイスを市販させてほしいとの要望に応え、東北大学が文部科学省や経済産業省と交渉し、2013年より製品製作が認められました。2022年3月までのユーザは361機関 (企業297社)、毎月延べ1,000件ほど使われ、年間予算3億円ほどで利用料により独立採算に近い形で運営されています。また建物はモノづくりのベンチャ企業などにも利用されています。http://www.mu-sic.tohoku.ac.jp/nishizawa/ を整備し、サンプルなどを直接見て頂けるようにもしています。是非多くの方や会社にお使い頂きたいと思います。
【著者紹介】 江刺 正喜 (えさし まさよし)
■著者略歴
■主な受賞
丸善インテック(株) 技術顧問
1.はじめに
私たちは光と言えば、人間の目で見える可視光線(波長380〜780nm)をまず思い浮かべるが、光も宇宙を含めて空中を飛び回っている様々な電磁波の中の一つである。電磁波の中には波長が数十kmにも及ぶ電波から、十億分の1m(1nm)以下のX線や、さらに短いガンマ線まで数多くの種類がある。
2.ハイパースペクトルフィルタアレイおよびその製造方法
2.1 ハイパースペクトルフィルタアレイ
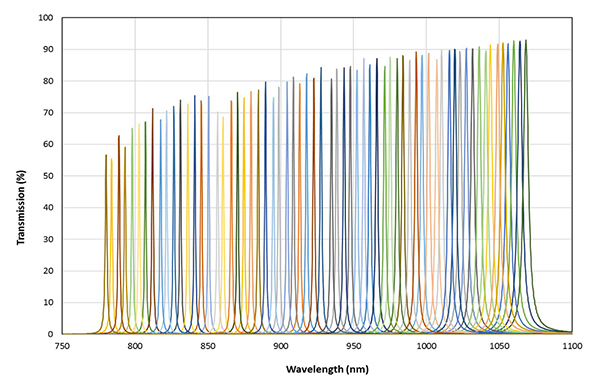
我々が最も身近で利用しているデジタルカメラやスマートフォンに搭載されているカメラには、赤、緑、青(RGB)という光の三原色のカラーフィルタアレイを受光部上に形成したCCDやCMOSイメージセンサなどの固体撮像素子が使われている。その撮像面にカメラレンズを介して被写体を結像させ、その光の強さに応じた電気信号を映像信号として取り出すことによって、人の目に映る色合いを再現したカラー画像を取得している1) 。このようなRGBフィルタアレイは、被写体から反射された光のうち、可視光領域の光を3種類の波長帯(バンド)で3分割しただけであるが、さらにバンド数を増やすことによって、それぞれの波長ごとのより詳細な情報(分光データ)を得ることができる。2) 。Viavi Solutions社がガラス基板上に形成した近赤外線領域(775〜1075nm)を64バンドに分割したフィルタアレイの分光透過特性を図1に示す。これは300nm幅の近赤外線領域を約5nmおきに64分割したハイパースペクトルフィルタアレイ(HFA)である。
図1 近赤外線領域のHFA分光透過特性
2.2 ハイパースペクトルフィルタアレイの製造方法
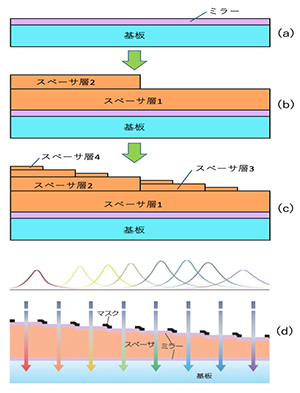
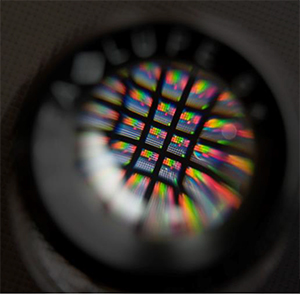
ガラス基板上あるいは先に述べたCCDやCMOSイメージセンサが形成されたウェハ上に、このハイパースペクトルフィルタアレイ(HFA)を形成する方法を以下に述べる。3)4) 。スペーサ層としては、例えば750〜1100nmの近赤外線領域の場合、低屈折率誘電体膜として酸化ニオブ(Nb2O5)または酸化チタン(TiO2)を、高屈折率誘電体膜として水素化シリコン(SiH)などが使われる5) 。しかしながら、この方法で先述の64バンドに分割したハイパースペクトルフィルタアレイ(HFA)を作製するためには、64回の成膜工程とパターニング工程を個別に行わなければならないことになり、歩留まりの低下と製造コストの増大が問題となる6) 。7)8) 。この方法で形成したハイパースペクトルフィルタアレイ(HFA)の製造工程と完成模式図を図2に示す。まず基板上(ガラス基板やイメージセンサが形成されたウェハ上)にミラー層を形成する(図2(a))。このミラー層は、銀(Ag)やアルミニウム(Al)または銅(Cu)をベースとした金属ミラー層が用いられる。その上のスペーサー層について、スペーサ層2の膜厚(光学膜厚Optical Thickness)は同1の半分(図2(b))、スペーサ層3の膜厚は同2の半分、というように1つ前の層の半分の膜厚で形成される9) 。この図の場合では、8バンドに分割したフィルタアレイを形成するのに4回の成膜工程とパターニング工程でできる。製造効率の高いこの方法を使えば、64バンドであれば8回という少ない成膜/パターニング回数で製造することができる(図2(c))。スペーサ層のパターニング工程には、半導体プロセスでよく知られているリフトオフ法が使われる10) 。図2(d)はこの方法で形成した8バンドの完成模式図であり、図3はViavi Solutions社の64バンドのハイパースペクトルフィルタアレイ(HFA)(1片が約2mm□)の拡大写真である。
図2 HFAの製造工程と完成図の模式図
図3 64(8×8)バンドのHFAの拡大写真
3.ハイパースペクトルフィルタアレイの利用
一般に光学フィルタは、そのフィルタを通過した光信号を電気信号に変換するセンサ素子の上に配置され、光学センサとして利用される。例えば前述したCCDやCMOSイメージセンサは、アレイ状に配置されたRGB原色フィルタ等の複数のカラーフィルタと組み合わせて、カラー画像センサとして利用される。イメージセンサに搭載されているほとんどのRGB原色フィルタアレイは、染料や顔料を用いて形成されているが、相対的に色通過帯域が広い。言い換えればRGB分光透過特性の波形がブロードで互いの波形とのオーバーラップが大きく、その結果、色の鮮やかさに劣る。さらに赤外光(IR)も透過するので、可視光領域の良質な映像を得るためには、それを遮断するIRカットフィルタを装備しなければならない。11)12) 。ただイメージセンサの小型化、高画素化の流れが速く、それに対応できる微細化に追随できていないのが現状である。13)14) 。この波長領域内では、加工も比較的容易で微細化もシリコンプレーナ技術を活用して小型化、高画素化に対応できるCCDやCMOSイメージセンサが使われる。特にCMOSイメージセンサの近年の技術革新は目覚ましく、微細化による小型化、高画素化に加えて、裏面照射(BSI)等による高感度化技術と高度な画像処理技術によって、スペクトル検出に理想的なレベルにまで進化した。さらにこれまで課題であった950nm付近の近赤外線領域の光子検出効率PDE(Photon Detection Efficiency)も、近年各社から発表されている裏面照射型のSPAD(Single Photon Avalanche Diode)センサの登場で克服されようとしている15)16) 。17) 。これらのいわゆる化合物光半導体受光素子は、Siセンサ素子に比べて加工が難しく、また原材料も高価であり、民生機器へ搭載するにはコスト面でも厳しい課題はあるが、近赤外線センサだけではなく、LiDAR(Light Detection And Ranging)等の半導体レーザー分野、量子ドットレーザーや太陽電池、医療用赤外線画像診断装置等、その応用範囲も多岐に渡り、今後の更なる発展が期待されている。
次回に続く-
【著者紹介】 仲井 淳一(なかい じゅんいち)
■著者略歴 同年 シャープ株式会社入社 技術本部中央研究所にて固体撮像素子の研究開発プロジェクトチームに参画
(株)ナックイメージテクノロジー
1.はじめに
目にも留まらぬ速さ、まさに人間の眼で識別できないものを見てみたい欲求を満たすことは高速度カメラの役目である。高速度カメラとは1秒間に何枚の映像を撮影できるかを表す「撮影速度」が高いカメラのことである。スポーツや広告などの制作分野、また産業機器、車の衝突試験、燃焼、溶接、宇宙開発、医療などの計測分野、これら多様な撮影に活躍している。
2.高速度カメラの歴史
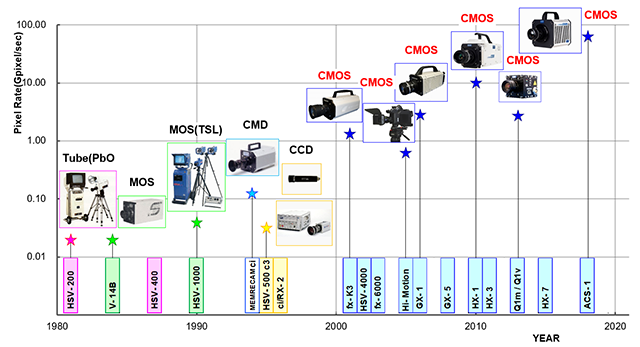
高速度カメラに使われた、初期のイメージセンサから現在のCMOSイメージセンサに至るまでの歴史について述べる。図1は弊社の高速度カメラの歴史を示している。縦軸は速さ(ピクセルレート)で「画素数x撮影速度」を指標とした。横軸は年代である。高速度カメラは何故CMOSイメージセンサを必要としたかが分かる。
2.1 2000年以前
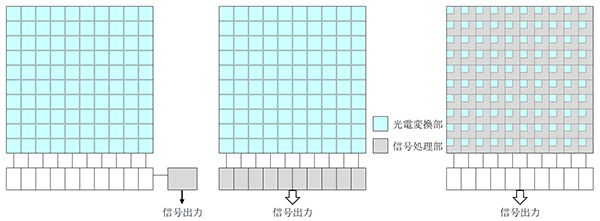
2000年以前は、高速度カメラは市販のイメージセンサを利用するしかなかった。そして、この時代のイメージセンサ(撮像管、MOS、CMD、CCD)はすべて画素順次信号処理の構造であり、信号出力は1本だった。図2はCMOSイメージセンサを信号処理の構造によって分類した図1) だが、これらセンサは (a) の構造に当てはまる。撮影速度はどれだけ速く各画素の信号処理をして出力できるかによって決まる。弊社は独自の読出しと信号処理あるいは光学系の工夫で高速化を実現したが、ピクセルレートは0.1 Gpixel/secが限度だった。これ以上の撮影速度を得るにはCMOSイメージセンサの出現が必要であった。
2.2 2000年以降
1990年代の半ば、Dr. Eric FossumがPhotobit社を、ヨーロッパではimec出身者たちがFillfactory社を創立し、CMOSイメージセンサの開発・製造を始めた。構造の特徴を生かして、センサは信号出力を複数本持つことでピクセルレートを飛躍的に向上させた。
図1 高速度カメラの歴史
図2 CMOSイメージセンサの構造
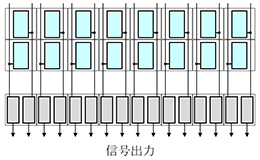
図3 列並列信号処理の一例
次回に続く-
参考文献
1) 映像情報メディア学会編;「CMOSイメージセンサ」、コロナ社
【著者紹介】 小熊 和彦(おぐま かずひこ)
■著者略歴 高速度カメラ、高速度イメージセンサの開発に従事