ICAM-500は、照明、カメラ、AIコンピューティングをコンパクトなシステム(82 x 121 x 53 mm)に統合している。これにより、スペースを節約できるだけでなく、ビジョンソリューションプロバイダーがAIコンピューティング機器を追加で設置する時間を節約することができる。また、ファンレス設計のため、過酷な工場環境下等でも安心して使用できる。ICAM-500は、様々な産業用エッジAIビジョンアプリケーションに最適な製品であるとしている。
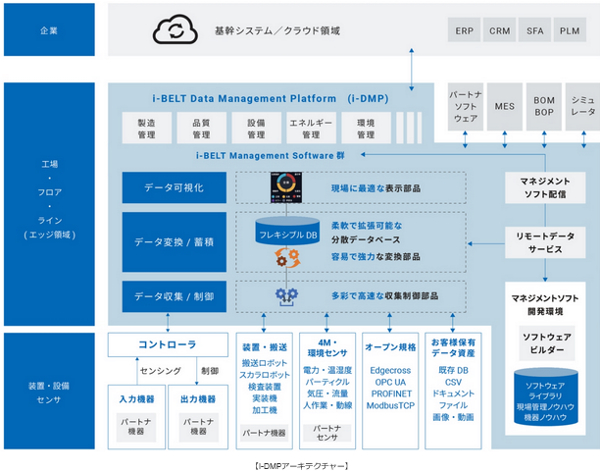
オムロン(株)は、現場データ活用基盤、「i-BELT Data Management Platform」(以下、i-DMP※1)を開発。2022年8月18日より、現場データ活用サービスi-BELT(※2)に組み込み、サービス提供を開始する。
近年、製造現場では、ネットワークの高速化など先進的な情報技術が導入され、多種多様な現場データの蓄積・分析が可能となったことで、データを活用した生産性や品質向上などの現場革新の取り組みが注目されている。一方で、実際の製造現場では、データ活用の取り組みを支援する様々な機器やソフトウェアの活用を試みるも、試行錯誤の繰り返しにとどまり、目に見えるかたちでの成果に至らないケースも散見される。現在、製造業にとって重要な社会課題である脱炭素の取り組みにおいても、「エネルギーデータを見える化したものの、課題解決に向けて何から手をつければよいかわからない、既存システムとの連携が上手くいかない」という事例も多く見られる。
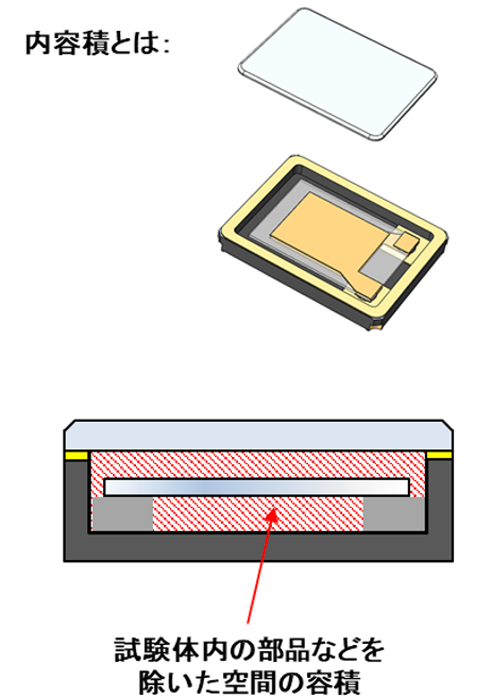
R1 = 不合格にするヘリウムの最大許容リーク測定値(ヘリウムリーク量) L = 最大許容等価標準リーク率(標準空気流量) PE = ボンビング圧力 (絶対圧) PO = 大気圧(絶対圧) MA = 空気の分子量 M = トレーサガス(ヘリウム)の分子量 t1 = ヘリウムボンビング時間 t2 = ボンビング後、リーク試験までの滞留時間(放置時間) V = 試験体内の空間容積(内容積)
USPharmacopeia,40(2017),〈1207.1〉PACKAGE INTEGRITY TESTING IN THE PRODUCT LIFE CYCLE _TEST METHOD SELECTION AND VALIDATION,<1207.2>PACKAGE INTEGRITY TEST TECHNOLOGIES
誤差はなじみの表現と思う。JIS Z 8103 :2019計測用語では、「誤差は測定値から真値を引いた値」と定義されている。真の値は本来知ることができない。そこで不確かさの考えが校正において取り入れられている。測定結果の値には、ばらつきやかたよりが付いてくる。これが不確かさである。不確かさは、JIS Z 8103 :2019計測用語では、「測定値に付随する、合理的に測定対象量に合理的に結び付けられ得る値の広がりを特徴づけるパラメータ」と定義されている。なお不確かさは測定結果の値に付けられるもので測定器に付けられるものではない。