日本国内の自動ドアの安全規格として制定されている「JIS A 4722(※1)」は、メーカーをはじめとする関係各社が自動ドアの安全対策として取り組むべき内容が明確化され、CAN通信(※2)を用いた機器同士の相互監視を行うなど、これまで以上の安全対策が要求されている。
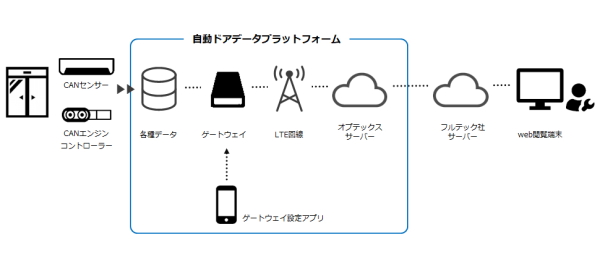
オプテックスでは、CAN通信を用いた自動ドアシステムにIoT技術を組み合わせ、データを伝送するゲートウェイ、設定アプリ、各種データ保存サーバーで構成された自動ドアデータプラットフォームを開発した。自動ドア本体やセンサなどの接続機器の稼働状態、開閉回数などを取得し、リアルタイムに自動ドアの異常や故障を監視することができる国内初のデータサービスとなるという。
「JIS A 4722」は、自動ドアを構成する要素の商品設計・製造から施工、自動ドアが安全を維持し稼働できているか運用管理者による保守点検に至る全行程が対象範囲となる。オプテックスとパートナーシップを確立しているフルテック社の両社の専門的知見を活かし、属人化していた監視・点検の暗黙知を形式知として可視化するデータ活用で、自動ドア保守サービス提供が可能となった。
□画像:システム構成図_オプテックスの自動ドアデータプラットフォームとフルテック社サービスの流れ
(※1)JIS A 4722は、経済産業省より2017年3月、自動ドア全般にわたる安全規格 『JIS A 4722(歩行者用自動ドアセット -安全性)』として制定された。高齢者や子ども、お身体の不自由な方に配慮した安全思想と、設計段階からの安全に対する工夫と配慮により、これまで以上に、すべての人が安心して自動ドアをご利用いただくことを目的としている。
安全ガイドブック(全国自動ドア協会)
http://www.jada-info.jp/topics/documents/anzen_guide_book_JISA4722_2019.pdf
(※2)CAN (Controller Area Network)は ISO(国際標準化機構)の規格に準拠した通信技術で、自動車をはじめとして医療機器やFA・産業機器など幅広い分野で採用されている。
STの第3世代Bluetooth SoCであるBlueNRG-LPは、最大128ノードの同時接続に対応する世界初のBluetooth LE 5.2認証取得済み製品。スタイリッシュかつ直感的なスマートフォン・アプリから、シームレスで低遅延の制御や多数の接続機器のモニタリングを行うことができるとのこと。
最大+8dBmまで設定可能な高いRF出力パワーと、-104dBmまでの優れたRF感度を備え、ビーコンやスマート照明、ゲーム、ビル・オートメーション・システム、産業機器、トラッキング・アプリケーションなどにおいて、通信範囲の大幅な拡大を実現する。また、BlueNRGの包括的なソフトウェア / ハードウェア開発エコシステムの一部として提供される認証取得済みのBluetooth LE Meshにより、シームレスかつ無制限に通信距離を拡張することも可能。
BlueNRG-LPには、コア仕様バージョン5.2に準拠し超低消費電力アーキテクチャ対応の設計がなされた第3世代のBluetooth LEプロトコル・スタックに対応しています。同スタックは、コンパイラに依存せず、複数の統合開発環境(IDE)に対応したライブラリとして無償で提供される。また、小型化、モジュール性、低遅延、互換性、OTA(Over The Air)ファームウェア更新などに対応できるよう最適化されている。さらに、拡張アドバタイジングおよびスキャン、高デューティ・サイクルの非接続アドバタイジング、パケット長の拡張、2Mbit/sのスループットなどにも対応している。
BlueNRG-LPでは、QFN32(5 x 5mm)、QFN48(6 x 6mm)、小型WLCSP49ウェハレベル・パッケージ(3.14 x 3.14mm)のパッケージ・オプションに加え、32KBまたは64KBのRAM、最高85°Cまたは105°Cの動作温度範囲を選択できるため、設計要件に応じて最適かつ柔軟な選択が可能。BlueNRG-LPは、STが産業機器向けに提供する10年間の長期製品供給保証の対象製品であるという。
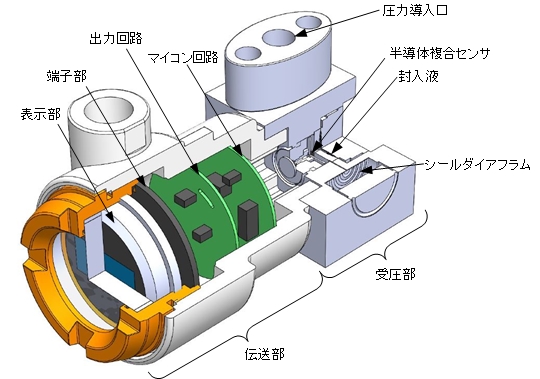
① 自己診断
センサの健全性を診断する機能であり、使用時に故障が発生した場合、異常状態のアラーム信号を発生し、検出部、信号変換部のいずれが異常か、また特定の故障カ所(センサエレメント、信号変換部のブロック、出力など)を表示する機能がある。
② プロセス診断
プロセス状態の異常(圧力変動、流量変動、外部振動、センサ部への付着物、腐食が発生など)を検知、アラーム信号を発生する機能である。センサの機種によって診断機能の特長がある。
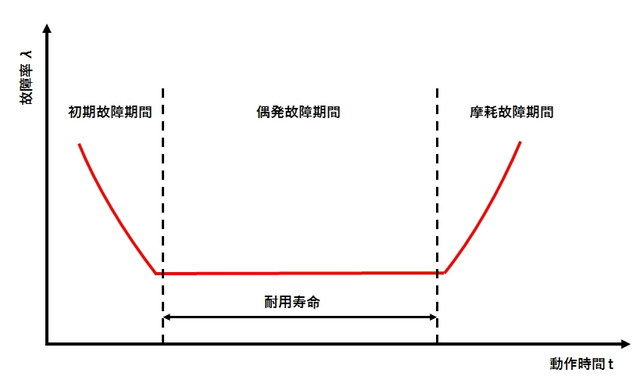
(*)工業用センサの信頼性を表す指標として、故障率は図7のような「バスタブ曲線」となる。多数の部品から構成されているセンサは、偶発故障の間隔を取って平均故障間隔MTBF (Mean Time Between Failures) や故障率λ (Failure Rate) が使われる。図7のフラットな部分が偶発故障による期間となり、初期はデバッグの期間、後半は摩耗期間となる。