
白坂 壽和
3. 圧電振動子の作製例
3.1 作製方法
円筒型圧電振動子の作製実績例は図 12のとおりである。バブルの大きさは振動子の高さを示す。
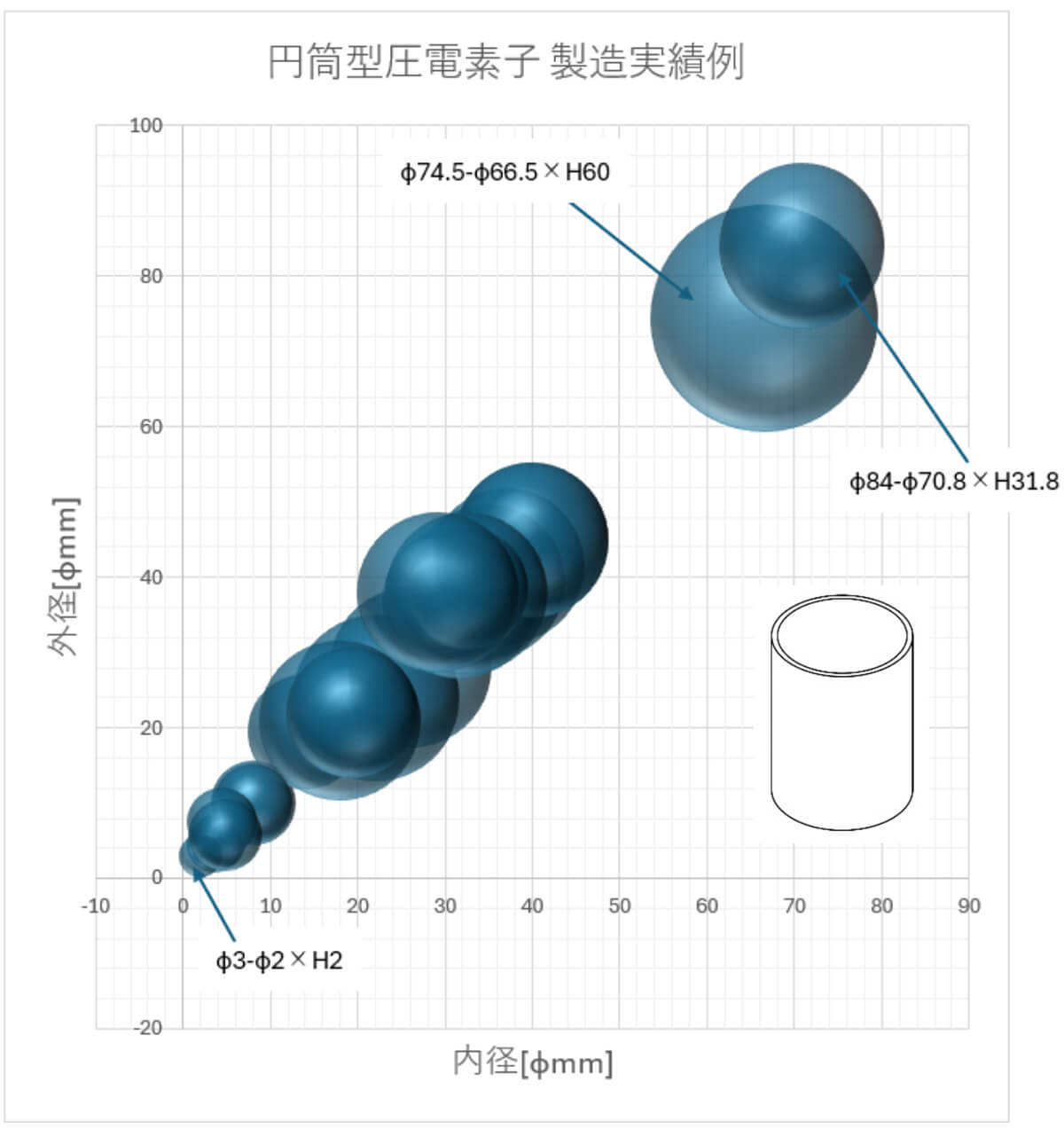
図 12 円筒型圧電振動子の製作実績例
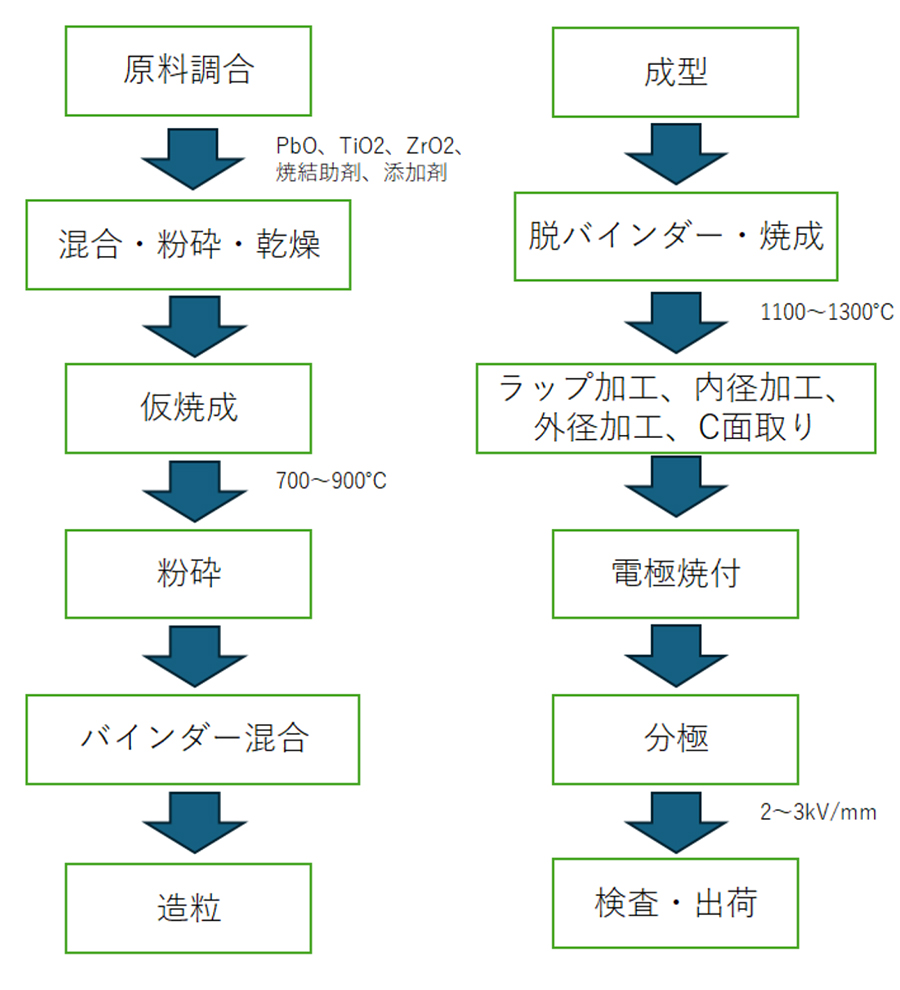
円筒型圧電振動子は、図 13の工程で製造される。タイセーでは原材料の調合から焼成、加工、組立まで圧電振動子を自社で一貫製造できる。電極材料についても焼付銀電極を標準として、自社で保有のスパッタリング装置、めっき装置により薄膜電極、めっき電極も形成可能なため、自由度が高い製品ができるのが強みである。
円筒型圧電振動子加工用の治工具類も全て社内で設計から加工・調整まで対応できるため、高い要求精度の加工が可能である。
また、成型金型さえ製作してしまえば、さらなる大型化も可能である。
大型化する場合、一般的な一軸プレスだと高さ中央部の密度が低くなる傾向があり、焼結時にクラックが発生する原因になる。
その場合には、離型剤および造粒粉の最適化、金型を改良し成型体に残留応力をかけないことで大型素子を製作することが可能となる。
更に、脱バインダー時のクラックにも細心の注意を払う必要があり、バインダー分解時には雰囲気ガスを選択する場合もある。
逆に小型素子の場合、加工品の同心度や面粗度が問題になる場合がある。
タイセーでは60年以上、時計部品加工から培った精密加工技術があるため、治工具類も全て社内で製作できることから、加工精度の高い圧電振動子の製造が可能である。
円板型圧電振動子の製造可能製作範囲は図 14のとおりである。
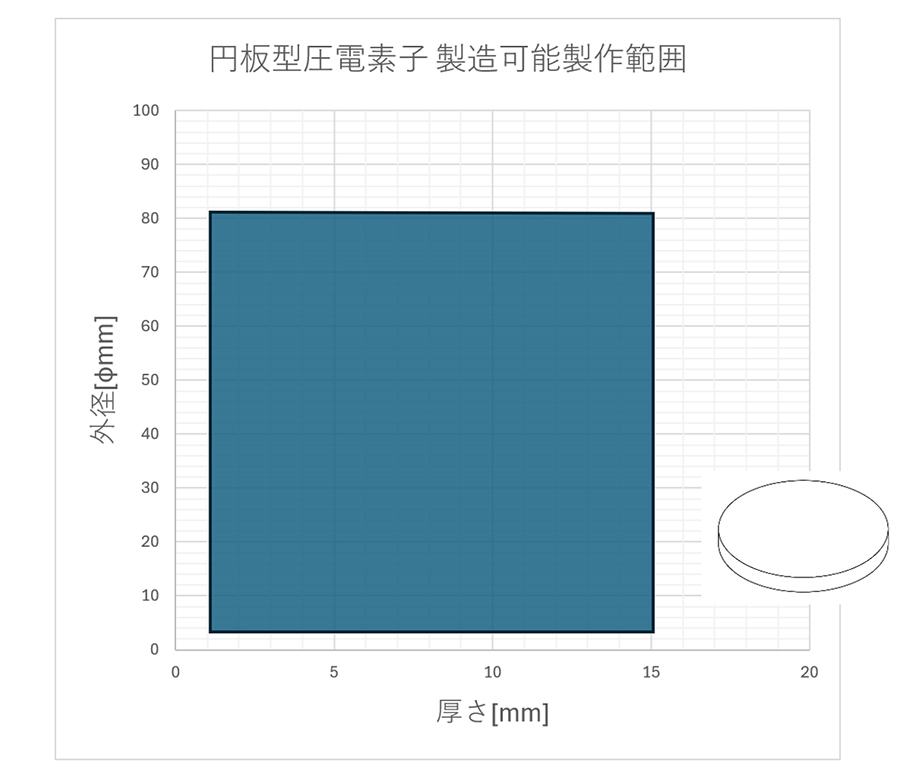
円板型圧電振動子についても円筒型圧電振動子同様に、大判化に対する技術は保有しているため、金型を製作し、また大型プレス機を導入することにより大判型圧電振動子の製造が可能になる。
3.2 共振周波数
ここで、圧電振動子の共振周波数および静電容量の設計方法について述べる。
円板型圧電振動子の共振周波数は、表 1タイセーの圧電材料特性例(代表値)の周波数定数N [kHz・m] から式(1)より計算することができる。

例えば、φ15×1.5mmt(3C 材)の径方向共振周波数の場合、

*電極パターンなどにより誤差があるので注意が必要
円筒型圧電振動子の共振周波数は、4.1 共振周波数と受波感度の設計を参照のこと
3.3 静電容量
円板型圧電振動子の静電容量値は、表 1 タイセーの圧電材料特性例(代表値)の比誘電率εから式(2)より計算することができる。
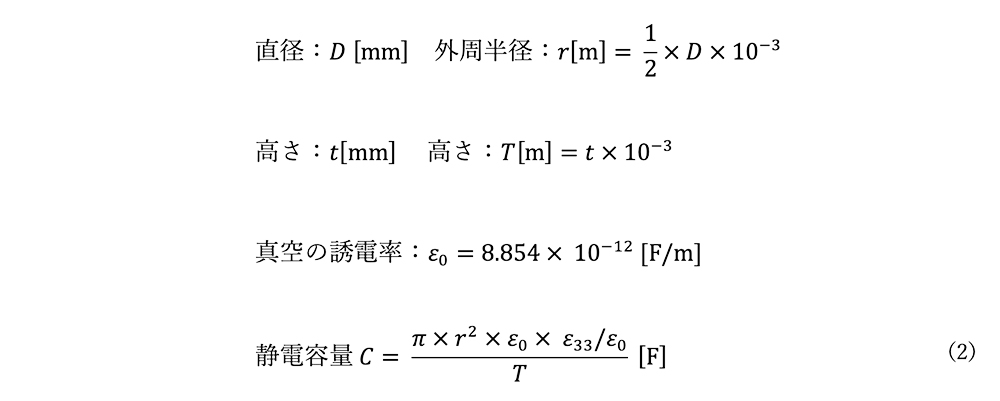
例えば、φ15×1.5mmt(3C 材)の場合、

円筒型圧電振動子の静電容量値も表 1 タイセーの圧電材料特性例(代表値)の比誘電率εから式(3)より計算することができる。
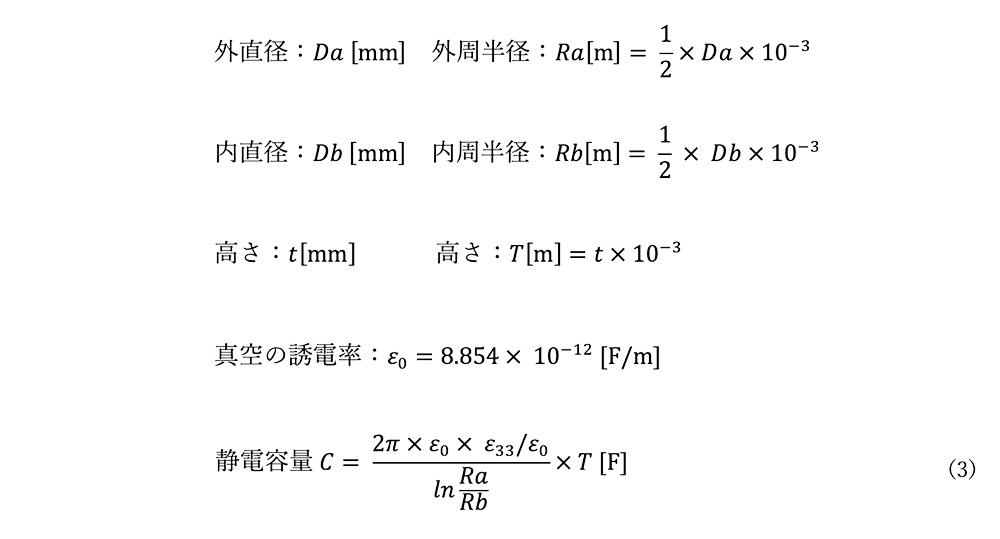
例えば、φ24-φ22×H32mmの場合、

4. 圧電振動子を用いた海洋アプリケーション
4.1 共振周波数と受波感度の設計
2.3 圧電振動子の基本特性でも記述したとおり、円筒型圧電振動子を用いた送受波器は、径方向共振周波数以下で平坦な感度周波数特性が得られることから最も使用しやすい。
円筒の径を小さくすれば、小型化、広帯域になるが、受波感度は低下する。逆に、径を大きくすると受波感度は高くなるが、共振周波数が低くなって平坦な帯域は狭くなってしまう。従って必要な帯域により受波感度と寸法が決まる。
円筒型圧電振動子の共振周波数は円筒外周半径Ra[m](外円周長)、音速(c [m/s])により式(4)、式(5)により計算することができる。


例えば、φ24-φ22×H32mmの場合、

共振周波数以下の平坦な部分での受波感度は以下の式で示される。
以下は共振周波数を考慮しない受波感度電圧の計算式である。
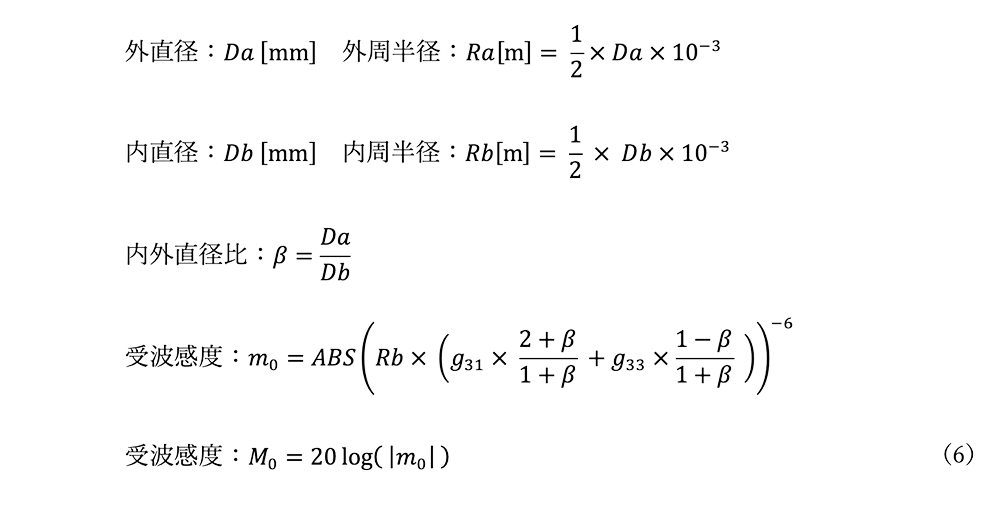
例えば、φ24-φ22×H32mmの場合、

表 3に代表例として円筒型圧電振動子の形状と共振周波数、受波感度の計算結果を示す。
| No. | 外径 [mm] |
内径 [mm] |
高さ [mm] |
共振周波数 [kHz] |
受波感度[dB] re 1V/μPa |
|---|---|---|---|---|---|
| 1 | φ28 | φ26 | 30 | 29.2 | -192.6 |
| 2 | φ24 | φ22 | 32 | 34.0 | -194.0 |
| 3 | φ10 | φ8 | 8 | 81.6 | -202.2 |
| 4 | φ5 | φ4 | 3.5 | 163.3 | -208.2 |
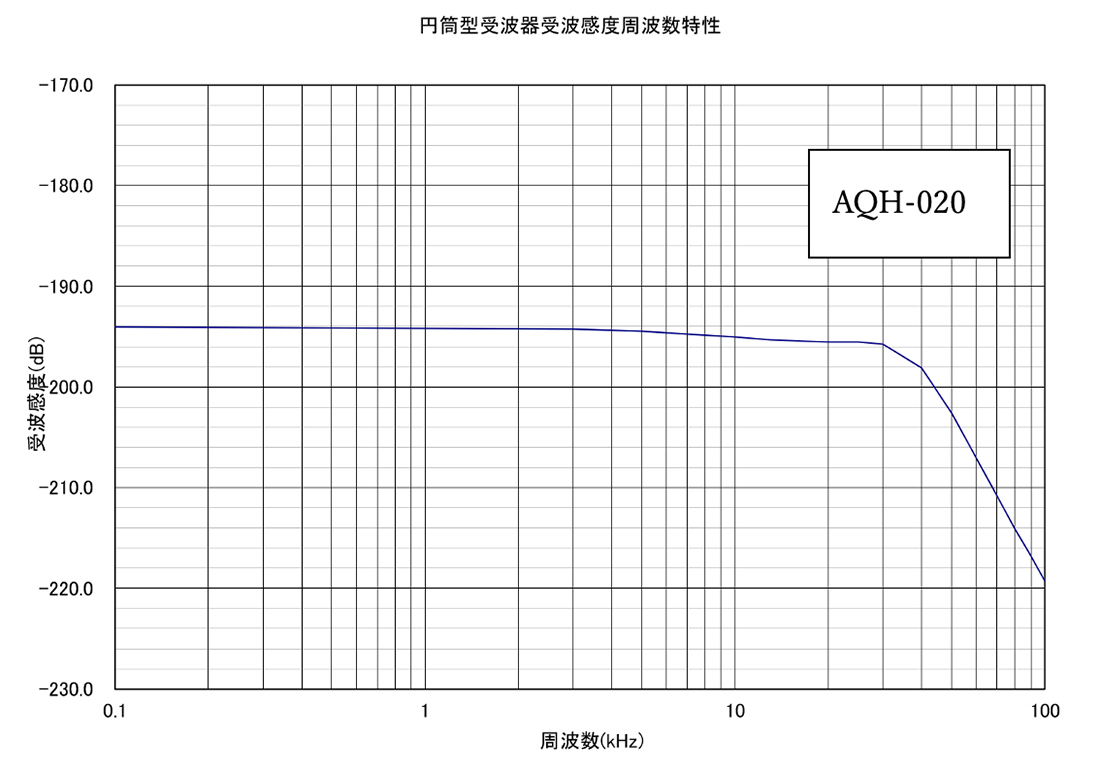
4.2 円筒型圧電振動子を用いたアプリケーション(ハイドロホン)例
4.1 共振周波数と受波感度の設計で示した圧電振動子を組み込んだハイドロホンの例を示す。
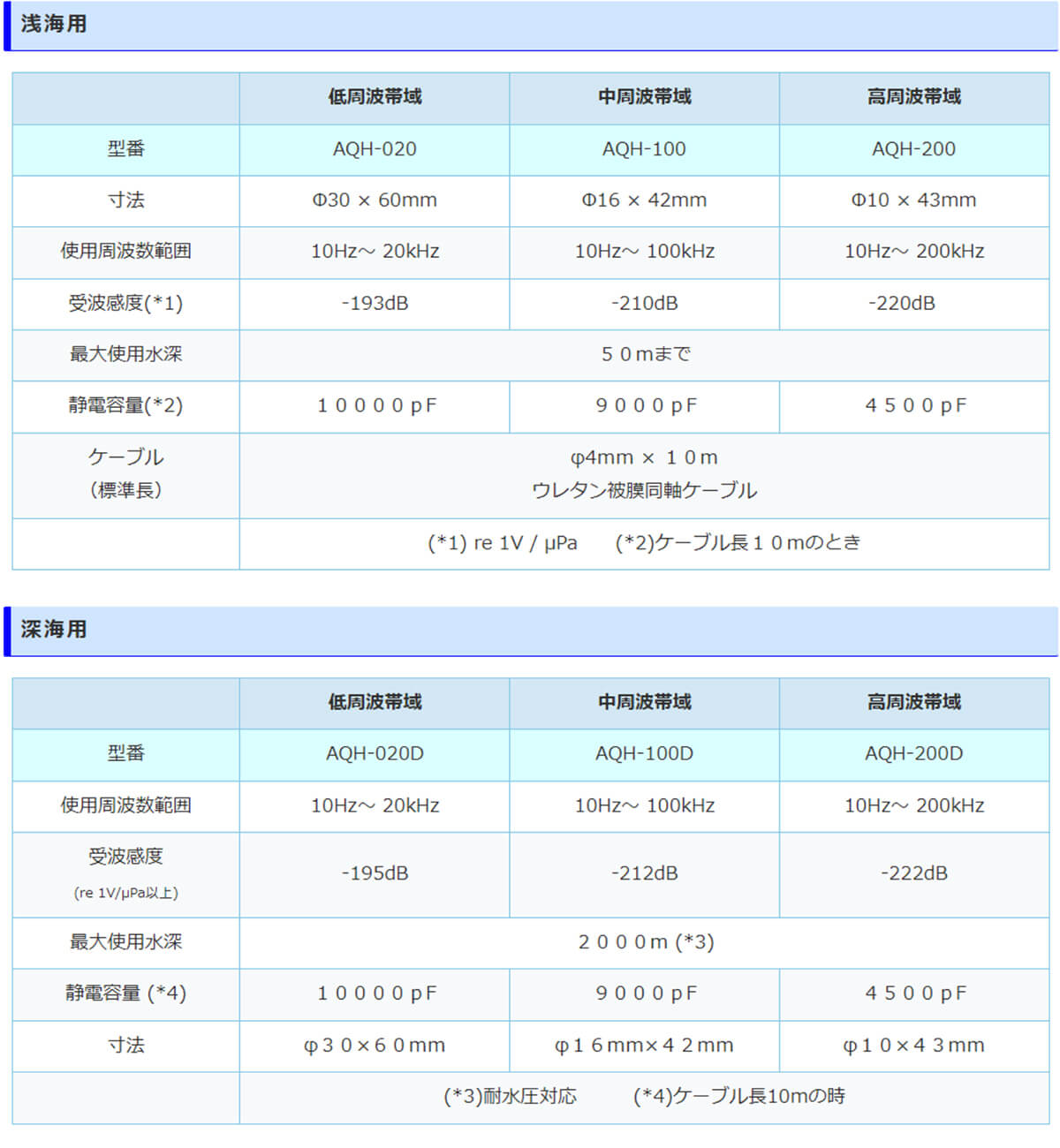
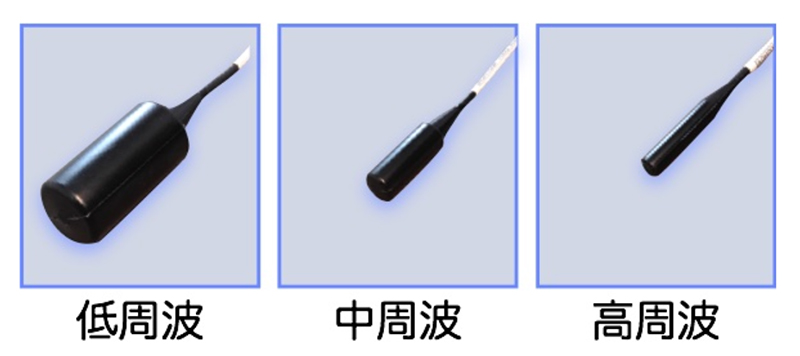
画像提供:株式会社アクアサウンド様 https://aqua-sound.com/product/hydrophone/
代表例として、φ24-φ22×H32 円筒型圧電振動子を使用したハイドロホン AQH-020の感度周波数特性を図15に示す。
受波感度をあげるために、円筒型圧電振動子の電極を分割し直列接続することで感度電圧をさらに改善することも可能である。
5. おわりに
本報告では、海洋で主に使用される、円筒型圧電振動子および円板型圧電振動子に求められる性能、振動子の設計例、円筒型圧電振動子を用いたハイドロホンの特性について述べた。
感度電圧を上げるためには圧電振動子の外径を更に大きくする必要がある。現状弊社の製造設備では大きさに限界があるが、過去の製造実績から、需要状況により大型化への対応が可能である。
また、近年ではマルチビームソナーに関する研究が活発に行われ、そのためには精密な加工技術が必要不可欠となっている。
弊社では60年以上、時計部品加工から培った精密加工技術があるため、治工具類も全て社内製作できることから、加工精度の高い圧電振動子の製造が可能である。
ハイドロホンを含むソナーは海外製が主流で国産製が少ないのが現状である。
弊社では円筒、円板、積層品も含めた多種多様な圧電振動子の一貫製造が可能である。今後はこの強みを更に生かして、国内の海洋向けソナーへの需要にマッチした圧電振動子の提供を行っていきたい。
謝辞
本報告にあたりご助言をいただいた株式会社アクアサウンド 遠藤社長、株式会社 AquaFusion 笹倉会長、足利大学 工学部 創生工学科 電気電子分野 土信田教授に感謝いたします。
以上
【著者紹介】
白坂 壽和(しらさか としかず)
株式会社タイセー 第1製造2部 部長代行
■略歴
- 2000年科学技術振興事業団(現 科学技術振興機構)プレベンチャープロジェクト参画
- 2002年株式会社タイセー入社、圧電材料開発、積層圧電アクチュエータ、超音波センサの開発業務などをおこない、現在に至る