
常務取締役/開発製造部部長
鈴木 修一
1. はじめに
工場や発電所といった施設の配管や、自動車や航空機の部品、さまざまな電気機械に用いられる電子部品など、それ自体を壊すことなく、欠陥や劣化の状況を検査する非破壊検査技術は、保守検査や製品評価が広く求められるようになった昨今、あらゆる場面でその重要性を増している。非破壊検査の手法としては、人が目で直接物体を確認する目視検査や、放射線を透過させ得られた撮影像を調査する放射線透過検査などがあり、超音波を試験体に伝搬させ、欠陥から反射した反射波(エコー)の強さと反射の範囲を元に、傷の大きさや形状を推定する超音波探傷検査もその一つである。
超音波探傷検査は、微小な亀裂や剥離を検出することができるという特徴を有する。手順としては、探触子を対象に当てて照射を行い、超音波を発生・伝搬させて、その超音波信号を読み取るというものである。そのため探触子を当てることが困難な複雑な形状の対象の検査や広い範囲の検査には不向きであったり、受信した超音波信号が傷の有無とその程度によってどのように変化するのかという専門知識が要求されるといった難しさもある。
一方、本稿で紹介するレーザー超音波可視化検査技術は、上記の超音波探傷検査におけるデメリットをクリアする、当社発の世界初となる技術である。すなわち、直接探触子を当てるのではなく、離れた場所からレーザーを照射することで超音波を発生させるため、安全に、かつ対象の形状を問わず検査が可能であり、反射波の伝搬の様子をその場で動画映像化し、波の乱れの有無を確認すればよいため、専門知識がなくとも分かりやすく、すぐに欠陥の発見が可能となる。
本稿では、このレーザー超音波可視化検査技術の基本原理について説明したのち、実際の検査例を紹介する。
2. レーザー超音波可視化検査技術の基本原理
レーザー超音波法とは、レーザー光を用いて対象物での超音波発生や検出を非接触で行う技術である。
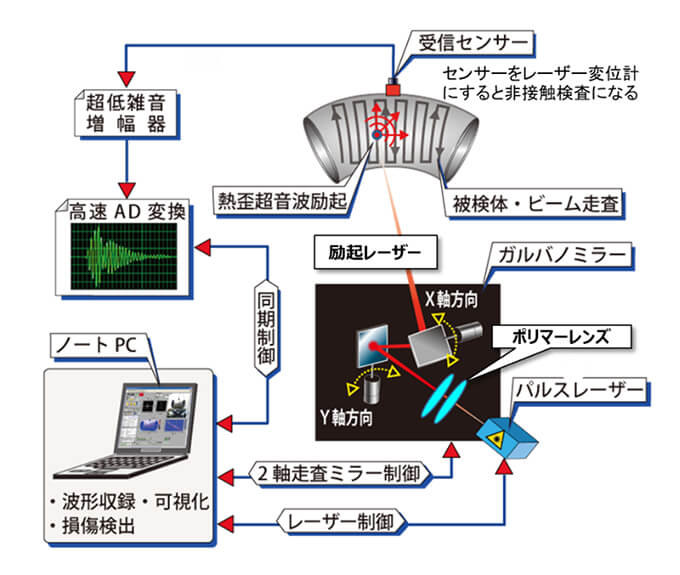
仕組みとしては、検査対象にレーザーを照射すると、照射された部分ではレーザーの高密度エネルギーによって生じた熱歪みにより超音波が発生し、検査対象上を伝搬する。その超音波信号を「接触式計測」では対象物に取り付けた圧電受信センサ(最大8個)で、「非接触計測」では非接触で受信可能なレーザードップラー振動計などを用いて検出し、検査データを取得して、パソコンのハードディスクに記録する。そして検査データを再構成することで、画面上で超音波の伝搬の様子を動画で視ることができるため、波の乱れから欠陥や異常の有無を検出することができるのである。
このレーザー超音波可視化探傷技術を用いた非破壊検査装置が、当社が開発・製造・販売するレーザー超音波可視化検査装置(Laser Ultrasonic Visualizing Inspector, LUVI)である。
LUVIのシステム構成図を図1に示す。LUVIでは、レーザーとガルバノミラーと高速A/D変換器を利用した同期システムにより、最大8,000照射点/秒のレーザー走査速度を実現している。例えば、標準的な200×200走査点の計測を走査速度4,000照射点/秒で行えば、僅か10秒のレーザー走査で動画映像を生成できる。
以降では、このLUVIによる検査応用事例について紹介する。
次回に続く-
参考文献
- 鈴木 修一・高坪 純治・王 波:レーザー超音波可視化探傷法を用いた非破壊検査装置のご紹介、強化プラスチックス,69-5,30-33(2023)
- 高坪 純治:励起用パルスレーザー走査法による三次元物体表面を伝わる超音波の可視化、非破壊検査,57-4,162-168(2008)
- 高坪 純治・王 波・鈴木 修一・劉 小軍・齊藤 典生:レーザー超音波可視化探傷技術の新展開、光アライアンス,31-6,6-10(2020)
【著者紹介】
鈴木 修一(すずき しゅういち)
つくばテクノロジー株式会社 常務取締役 兼 開発製造部部長
■略歴
1992年日本大学卒。計測機器メーカーの開発部門に20年間勤務し、計測機器のハードウェア及びソフトウェア開発業務に従事。2012年よりつくばテクノロジー株式会社にて、開発・製品化・製造全般を担当。第6回ものづくり日本大賞優秀賞受賞。