
東京大学名誉教授
藤田 博之
はじめに
昨今、ちまたではSDGs(Sustainable Development Goals)が大きく取り上げられています。もっともなことが列挙されているわけですが、私は、そもそも有限な地球の上でこれ以上の発展はあり得ないのではないか、むしろ残された資源を発展途上の国々とどのように分かち合っていけばよいかを考える時ではないかと、悲観的に感じているので、SDGsとはちょっと距離を置きたいと思っています。
しかし、持続可能な道をみつけなければ、我々は滅びの道を歩むことになります。そこでdevelopmentは置いておいて、sustainableな将来におけるMEMS技術を考えてみたいと思います。
持続可能な世界のためのMEMS応用
まず考えられることは、MEMS、特にセンサを持続可能な将来に役立てることです。センサイトを読まれる方々はよくご存じのことですが「計測なくして、制御なし」と申します。地球の現状を測り、状態を把握して初めて、それが持続可能になるように制御することができます。地球全体規模であると、衛星を使ったセンシングなどが有利でしょうが、より人間活動に近い領域に沢山のセンサを広く設置して、細かい定量データを得るためにはMEMS技術に基づいた、IoT無線センサネットワークが必須の役割を果たします。これも今はやりのDX(ディジタル トランスフォーメーション)において、現実世界のモデルとしてディジタルツインを作り、データ駆動の解析をするための実データの取得に活躍します。
IoTセンサシステムが測る対象はいろいろと考えられます。まず、環境の測定です。環境のモデルが(短期的にしろ)よい予測を与えるためには、常に現実とのデータ同化を行ってずれを修正しなければいけません。ここでは、環境変動のような長期的なトレンドを知るよりは、自然災害の予測と被害の低減のような短期的で局所的な計測がMEMSセンサに向いていると思います。
次に、人間の活動を測定の対象とすることが考えられます。電力網のエネルギー流の計測と制御は、太陽電池など変動が大きな再生可能電源を有効に活用するために力を発揮しています。交通流と物流の制御も重要です。例えば、小型省エネルギーの自動運転車のシェアライドや無人タクシーが普及すれば、自動車の生産、運用と廃棄に要する資源とエネルギーを大きく削減できるはずです。さらに、インフラ構造物の劣化検出と健全性監視を行うIoTセンシングシステムにより、安全を確保したうえで、保守の最適化と構造物の寿命延長が可能になると思われます。
最後に、農業や食糧生産は自然と人間のはざまにある領域ですが、農地の微視気象、病虫害、家畜の健康状態などなどのデータが、時間的・空間的に望まれる分解能で取得できていない状況にあります。農薬や肥料の節約、即応的な病虫害対策による増産、感染症の拡大防止など持続可能な食糧供給に役立つでしょう。
持続可能なMEMSハードウェア
次に考えることは、ハードウェアとしてのMEMSです。上に記した様々な応用分野では、例えば自動車や携帯情報機器のような製品への組み込みや、工場など管理された環境への設置などの従来の利用形態に対して、屋外など大きく異なった場所での利用を想定する必要があります。その時、MEMS自体がそのような環境に耐えられるかだけでなく、環境に対してMEMSがどのように作用するかも考えることになります。逆説的に言えば、環境を守るためのMEMSセンサを設置すること自体が、環境へ悪影響を与えるかもしれません。そこで持続可能なIoTセンシングハードウェアにおいては、
・多数のセンシングノードの設置と保守を簡単に行うための、極低電力無線通信や自立電源供給
・複数のセンサの統合とAIなど学習機能による設置環境での測定パラメータ最適化や情報圧縮
・屋外環境など悪環境への耐性強化と、廃棄しても環境に負荷を与えない環境調和性
などが要求されるでしょう。このため、検出したい事象が起きた時だけ装置が起動するイベントドリブンのセンシング、通信に使う多くの電力の削減をめざした通信方式(例:低電力マルチホップ通信)やエッジ処理による通信データ量の圧縮など、センサノードの消費電力削減にむけた研究のほか、太陽電池だけでなく熱電発電デバイスやMEMS振動発電機など環境発電デバイスの開発を推進することが重要です。
さらに、持続可能なハードウェアについては、ライフサイクルを通じた設計を行わねばなりません。すなわち、デバイスの作製に当たっては環境にやさしい生産プロセスを利用すること、運用時には環境発電に基づき自前で電力を供給すること、廃棄時にセンサを放置しても環境に害を与えない材料やパッケージングを選定することなど、これまでのセンシング性能のみを指標とする設計論を考え直す必要があります。さらに、稼働すべき時間が応用によって異なります。農業や短期的な災害状況の把握には、月単位の寿命でよいでしょう。逆に、インフラ構造物は十年以上の寿命が要求されます。短寿命のハードウェアは、生分解性などを備えて、環境に害を及ぼさない形で消えていくことが理想です。逆に長寿命のハードウェアは、堅牢で小型のパッケージに収め、石ころのように安定な形で環境に残ることが考えられます。こうした持続可能なスマートセンシングシステムの構築が急務となっています。
おわりに
最後に、こうした新しいMEMSの作製と応用を支える、持続可能なMEMSの技術コミュニティの一層の発展が望まれます。我々MEMSの第一世代も引退が近く、その直系の第二世代もかなりの年齢になっています。今は、第四世代、第五世代を育てる時期です。しかし、MEMSがコモディティとしてありふれたデバイスになった時代に、昔のような情熱をもってMEMSの研究や開発に取り組む人たちを引き付けるには、新しいワクワクするビジョンを示すことが大切でしょう。
幸い我が国には、電気学会センサマイクロマシン部門を中心に、機械学会、応用物理学会、化学とマイクロシステム学会など異分野の研究者が一堂に会して研究発表と討議を行う学会(今回は2022 年11月14日(月)~16日(水)に徳島で、Future Technologies from TOKUSHIMA合同シンポジウムとして開催される)が毎年開かれています。このような場を通じて、MEMS研究分野が新規な展望を見出し、一層の発展を求めて努力することが大切であると思います。
【著者紹介】
藤田 博之(ふじた ひろゆき)
東京都市大学 卓越教授
東京大学 名誉教授
キャノンメディカルシステムズ株式会社 先端研究所 名誉所長
■略歴
1975年東京大学工学部電気工学科卒業.
1980年3月同大学院電気工学専攻博士課程修了(工学博士)
2018年4月より
東京都市大学教授
キャノンメディカルシステムズ社先端研究所所長(2021年10月より名誉所長)
同年6月東京大学名誉教授
1980年 東京大学生産技術研究所講師
1981年 東京大学生産技術研究所助教授
1993年から2018年 東京⼤学生産技術研究所教授.
この間、1983 年-1985年 米国マサチューセッツ工科大学 (MIT) 客員研究員、2004年-2007年 独立行政法人宇宙航空研究開発機構(JAXA)客員教授、2009年-2012年 東京大学生産技術研究所副所長、2000年-2016年 同附属マイクロナノメカトロニクス国際研究センター長、2015年 カリフォルニア大学バークレー校客員教授、2018年- 2022年 京都大学特任教授。
主としてMEMSとバイオ・ナノ技術への応用、マイクロ振動発電の研究に従事。
1997年 市村学術賞功績賞、2000年 服部報公賞、2001年 フランス共和国政府教育・学術功労勲章、2005年 文部科学省・科学技術賞、2005年 電気学会業績賞、2007年 船井情報科学振興賞、2013年 山崎貞一賞、
2019年 IEEE Robert Bosch Award、2022年 ヒロセ賞 などを受賞。
漏れ試験について(1)

標準品技術部
井元 宏行
1. 漏れ
漏れは古くから身近にある不具合であるが、現在でも品質の重要な要件の一つである。
漏れとは“壁の両側の圧力差又は濃度差によって液体又は気体が通過する現象。孔、多孔質などの透過性要素が原因となる” 1) と定義されている。本文では、封止をしたはずだが意図せずに発生した流れを“漏れ”とする。
また,漏れ量は“ある条件下で漏れ箇所を通過する、定められた液体又は気体の流量” 1) となっている。漏れは小さな流量である。NITEによる気体流量の適用指針では2.5×10-4 m³/h(約4.176 atm・mL/min)より大きなものを“流量”,小さなものを“漏れ”に管轄が分けられているが、本文では“流量”の範囲であっても封止の不具合となる流れは“漏れ”とする。
気体の漏れの単位は、Pa・m³/sである。業界によりatm・mL/sなども使用されている。
2. 漏れ試験方法の規格
漏れ試験方法には原理が異なる様々な方法があり、代表的な試験方法は規格化されている。
漏れ試験は非破壊検査の一つで、JISの漏れ試験方法の規格管理団体は一般社団法人 日本非破壊検査協会(JSNDI)である。また国際規格(ISO TC135(非破壊検査)SC6(漏れ))の標準化の活動も行われている。漏れ試験方法関連のJIS規格、及び、ISOの規格を表1に示す。
| 番 号 | 名 称 |
|---|---|
| JIS Z 2329:2019 | 非破壊試験−発泡漏れ試験方法 |
| JIS Z 2330:2012 | 非破壊試験−漏れ試験方法の種類及びその選択 |
| JIS Z 2331:2006 | ヘリウム漏れ試験方法 |
| JIS Z 2332:2012 | 圧力変化による漏れ試験方法 |
| JIS Z 2333:2005 | アンモニア漏れ試験方法 |
| JIS Z 8754:1999 | 真空技術−質量分析計形リークディテクター校正方法 |
| ISO 3530:1979 | Vacuum technology – Mass-spectrometer-type leak-detector calibration |
| ISO 20484:2017 | Non-destructive testing – Leak testing – Vocabulary |
| ISO 20485:2017 | Non-destructive testing – Leak testing – gas method |
| ISO 20486:2017 | Non-destructive testing – Leak testing –Calibration of reference for gases |
漏れ試験は広く実施されており、製品の品質とも密接な関係がある。そのため、JIS C 0920(IEC 60529)電気機械器具の外郭による保護等級(IPコード)の第二特性数字による水に対する保護、JIS C 60068(IEC 60068)-2-17 環境試験‐電気・電子‐封止(気密性)試験方法、などにも漏れ試験方法の記載がある。
更に特定の製品に対する品質規格の一つとして“漏れ/封止”が取り上げられ漏れ試験方法を含めて示されるものもある(例えば JIS B 7505-1アネロイド型圧力計-第一部ブルドン管圧力計 12.5 漏えい試験)。これらの規格は、前段階として業界団体の規格で実施されていたものがJIS規格になったものが多く、業界規格として使用されているがJIS規格になっていない規格もある。
漏れ試験を検討する場合は、対象となる試験体が属する業界の情報を確認することが望ましい。
3. 代表的な漏れ試験方法
JIS Z 2330非破壊試験-漏れ試験方法の種類及びその選択 に取り上げられている漏れ試験方法を表2に、各試験方法の可検リーク量を表3に示す。これらの試験方法には更に細分化された手法・技法がある。
| 区 分 | 試験方法 |
|---|---|
| 液体を用いた漏れ試験(水圧をかけ滲みなど漏出を目視で確認する双方は含まれない) | 蛍光染料を添加した漏れ試験 |
| 現像剤を使用した漏れ試験 | |
| 浸透液を使用した漏れ試験 | |
| 空気などの気体を使用する漏れ試験(気体の物理特性を利用した方法) | 液没試験 |
| 発泡漏れ試験 | |
| 圧力変化による漏れ試験 | |
| 流量測定による漏れ試験 | |
| 超音波漏れ試験 | |
| サーチガスを用いた漏れ試験(特定のガスを利用した方法) | ヘリウム漏れ試験 |
| 水素漏れ試験 | |
| ハロゲン漏れ試験 | |
| アンモニア漏れ試験 |
| 加圧した場合 | 減圧した場合 | ||
|---|---|---|---|
| 液体を用いた漏れ試験 | ~10-3 | 発泡漏れ試験 | ~10-5 |
| 超音波漏れ試験 | ~10-3 | 圧力変化による漏れ試験 ※ | ~10-6 |
| 発泡漏れ試験 | ~10-5 | アンモニア・ハロゲン漏れ試験 | ~10-7 |
| 圧力変化による漏れ試験 ※ | ~10-5 | ヘリウム漏れ試験(真空吹付け法) | ~10-11 |
| アンモニア・水素漏れ試験 | ~10-7 | ヘリウム漏れ試験(真空外覆法) | ~10-12 |
| ヘリウム漏れ試験(吸い込み法) | ~10-8 | ||
| ヘリウム漏れ試験(真空容器法・吸盤法) | ~10-11 | ||
※ 測定部内容積により可検リーク量は変わる
主な試験方法の内容は次の通り。
3.1. 発泡漏れ試験方法
- 概要
試験体の内部と外部で圧力差を作り、試験面に塗布した発泡液が気体の漏れにより発泡現象を起こす状態を目視で観察する方法。 - 特徴
定量性には欠けるが、漏れ位置の特定が出来る。漏れ以外の原因で発生する泡との判別など、試験技術者の習熟を必要とする。 - 対応規格
JIS Z 2329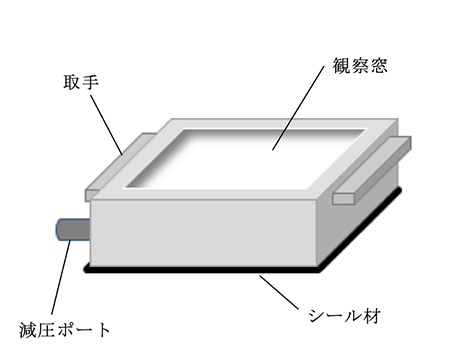
図2-真空箱のイメージ - 試験手法
① 加圧法:試験体内部(又は試験面の裏側)を加圧した後、試験面に発泡液を塗布し発泡を観察する。
② 真空法:試験面に発泡剤を塗布後、真空箱(図2参照)で試験面を覆い内部を減圧させ発泡を観察する。 - 発泡液
漏れ試験専用の発泡液を用いる。発泡液は、定められた発泡性(φ0.03 mmの指定の試験片を用い大気との圧力差が5 kPa以下で発泡現象が確認されること)、適度な消泡性(塗布時の泡が消え、漏れによる発泡との識別に優れる)を持つ。またオーステナイト系ステンレス鋼、ニッケル基金属又はクロム基金属への適用を考慮し硫黄及びハロゲン元素の含有率が200ppm(質量分率)未満となっている。
3.2. 圧力変化による漏れ試験方法
- 概要
試験体の内外に圧力差をつくり封止した後一定時間放置する。封止部の圧力変化を測定し漏れを検出する方法。試験体を加圧後の漏れによる流量を測定する流量測定法も圧力変化法に分類される。 - 特徴
定量性はあるが漏れ位置を特定できない。内容積の大小、検査時間の長さで最小可検漏れ量が変わる。温度変化、気圧変化の影響を受ける。大きな構造物の検査は,試験技術者の力量が必要だが、量産される部品などの生産ラインでは専用の検査装置を製作し、オペレータによる自動、半自動検査が行われる。 - 対応規格
JIS Z 2332 - 試験手法
-
①基本となる試験手法
- 加圧法:試験体内部に圧縮ガスを充填後封止し、放置後の内圧の変化から漏れを検出する。
- 減圧法(試験体へのガス流入法): 試験体内部を減圧後封止し、放置後の内圧の変化から流入する漏れを検出する。
- チャンバ法:試験体をチャンバで覆い、試験体内部を加圧する。試験体からの漏れによるチャンバ内圧の変化を検出する。試験体内部を減圧する方法もある。
- 密封品チャンバ法:加圧/減圧口の無い試験体をチャンバに納め、チャンバを加圧/減圧する。試験体内に漏れ込む/漏れだすことで変化するチャンバ内圧から漏れを検出する。試験体に大きな孔があると、チャンバ充填中に試験体内部も満たされ漏れが検出できないため、大きな漏れを検知する回路を有する(詳細は対応規格参照)。
- 流量測定法:試験体内部を充填し続け、漏れによる喪失を補う充填流量を流量計で検出する。上記の圧力を測定する手法と同様に、減圧による流量測定方法、チャンバ法もある。
-
②基本となる試験手法に掛け合わせる技法(掛け合わせが出来ない組合せもある)
- マスタ容器対比法:漏れの無いマスタ容器と同時に測定する。マスタ容器には漏れが無いので、測定結果とし得られた圧力変化は、温度変化・気圧変化等の外乱となる。試験体測定結果からマスタ容器測定結果を差し引き、外乱を補正する技法。
- 差圧法:マスタ容器対比法の測定を差圧計で行う技法。天秤はかりと同様に微小な圧力変化を検出できるようになる。微小な差圧変化を始めた時点で測定を完了することで検査時間を短縮出来ることから量産の生産ラインで多用される。測定回路をまとめたエアリークテスタがある。
- 標準リーク対比法:既知の漏れを発生する標準リークを試験体に取り付け、“標準リークから漏らした試験”と“漏らさない試験(通常の試験)”を行う。2つの測定結果の差が標準リークの漏れ量になることから、漏らさない試験の結果を漏れ量に換算する技法。
-
①基本となる試験手法
- エアリークテスタ
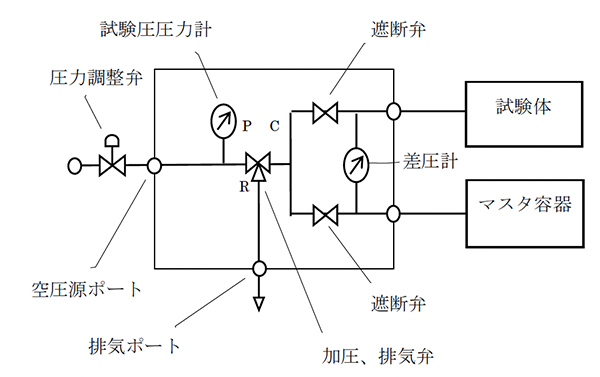
エアリークテスタは差圧法に必要な加圧/排気・遮断バルブ、試験圧力計、差圧計及びそれらの制御回路が組み込まれている(図3参照)。空圧源、試験体など接続し、検査をスタートさせると、予め設定した時間で検査工程を進め、結果を出力する。
搭載される差圧計(差圧センサ)は、圧力差でダイアフラムが歪み、ギャップが変化するものを電気信号に変換して検出するが、差圧センサのレンジ1~2 kPaに対し、試験圧力は数十kPaから数百kPaとはるかに高い。そのため、ダイアフラムに大きな片圧が掛かると対面の壁に貼り付きそれ以上歪まなくなる構造になっている(図4参照)。
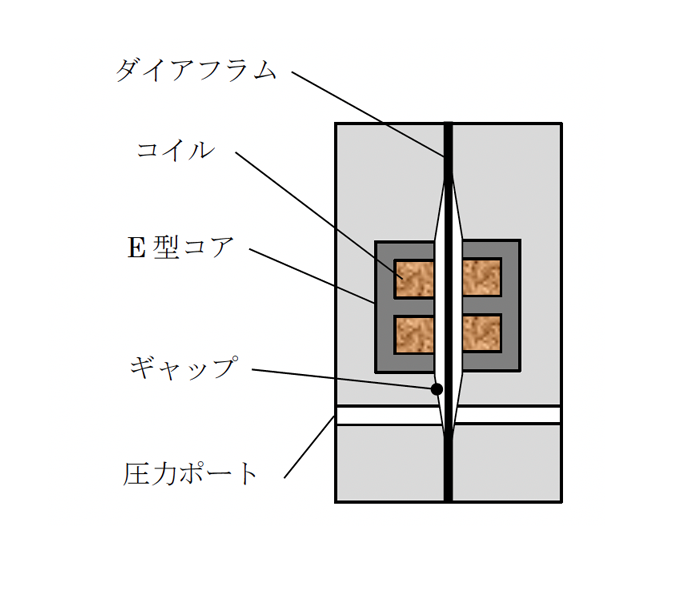
次回に続く-
引用・参考文献
- 1) JIS Z 2300:2012 非破壊試験用語
- 2) JIS Z 2330:2012 非破壊試験−漏れ試験方法の種類及びその選択
- 3) JIS Z 2329:2019 非破壊試験−発泡漏れ試験方法
- 4) JIS Z 2331:2006 ヘリウム漏れ試験方法
- 5) JIS Z 2332:2012 圧力変化による漏れ試験方法
- 6) 一般社団法人 日本非破壊検査協会編集 漏れ試験Ⅱ(2012) 一般社団法人 日本非破壊検査協会 発行
【著者紹介】
井元 宏行(いもと ひろゆき)
株式会社 フクダ 標準品技術部
■略歴
1983年に㈱フクダに入社
以来,圧力変化漏れ試験,水素漏れ試験に関連する試験機の設計,開発に携わる。
電子部品の気密試験について(1)

密封品リーク技術部
原 努
1. はじめに
筐体が密封された製品は、内容物を外気から保護できるため、様々な業種の重要な製品・部品で使用されている。そして、その密封容器としての完全性は、製品使途における安全・安心を長期に渡って担保するうえで重要なものとなっている。
本稿では、密封製品のなかでも小型の電子部品を取り上げて、その密封容器の気密試験が実際にどのように行われているかを解説するとともに、試験領域が異なるグロスリークとファインリークの2種の気密試験を行う上での注意点について解説する。
2. 電子部品の気密性とリーク試験
電子部品の気密性が損なわれていると、活性ガスや水蒸気の侵入により電子回路の腐食・劣化が生じたりする。水晶発振子等の電子デバイスでは真空封止した内部に大気が侵入すると周波数特性に変化が生じ、LDやLEDなど不活性ガスで封止されたデバイスでは水蒸気などのガス侵入により光学特性に変化・劣化が生じたりする。
これらの製品では、リークによる不具合の発生を耐用期間に渡って防ぐために、特に非破壊(非侵襲)の試験方法を使い、全数を対象にしたリーク試験がラインで実施される。気密性を評価するリーク試験は試験方法・条件・判定基準は、部品の構造・特性・生産量・内容積等に応じて選定される。
3. 電子部品の封止欠陥
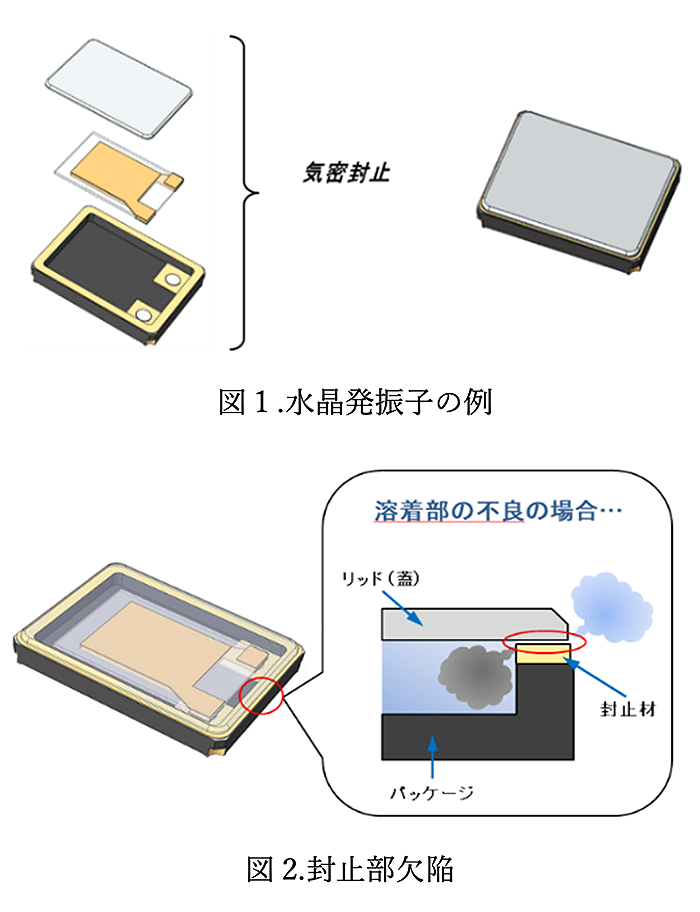
電子部品は有害となるガスから電子回路を保護するために気密封止(ハーメチックシール)された密封構造となっている。表面実装する超小型の水晶発振子を例にとると、振動子回路を搭載するセラミックパッケージと蓋(リッド)と接合のための封止材から構成されており、封止材にはガラスや金属を用いて熱溶着接合されている(図1.)。ガラスや金属はガス透過が少ないので高い気密性は得られるが、製造工程上で発生するリークの発生には十分注意しなければならない。リーク原因の多くはパッケージと封止材部分または蓋(リッド)と封止材間(図2.)の封止不良で発生する。例えば封止材と金属リッドまたはセラミックパッケージとの間で熱膨張率の違いによるクラックの発生、マイクロスクラッチと呼ばれる微細な傷による封止不良、封止部へのダストの噛み込み、封止部への気泡の混入など封止不良には様々な要因がある。このような製造工程内で発生する不良は、全数のリーク検査により排除されている。
4. 電子部品の気密試験方法
電子部品に対する非破壊のリーク試験方法は、例えばJIS Z 23301) の中にまとめられており、密封製品では、液没試験・ヘリウムのボンビング法・圧力変化法密封品チャンバ法の3種となる。個別の規格の詳細は順に JIS C 60068-2-172)、JIS Z 23313) 、JIS Z 23324) に含まれる。また、米国のMIL規格5)は、試験方法と管理基準が詳細に記されており、しばしば標準的に参照される。これに類する規格6)もあるが、本項ではMIL-STD-883 METHOD1014 SEALとJIS Z 2332に依拠しつつ説明する。一部の水晶振動子で有効なCI(Crystal Impedance)8)の原理を使うリーク試験方法など特殊な方法は本稿では割愛する。
1つのリーク試験方法では、欠陥サイズの微小なものから大きなものまで試験できないことから、概略1E-06Pa・m3/s5)を境にして大きな欠陥を検査するグロスリーク試験と微小な欠陥を検査するファインリーク試験の2種を用いる(図3.)。(1E-06=1×10-6以下同様)
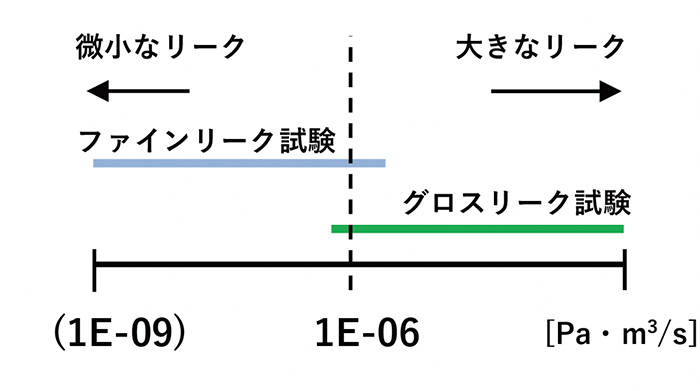
電子部品においても両方を行うが、リーク量の評価は「各試験値を、高圧側1気圧(760Torr)、低圧側2Torr以下における、欠陥を通過する1秒間あたりの25℃乾燥空気量に換算した「等価標準リーク率」を用いて、試験間の領域連続性を確認する必要がある。
*JIS Z 8754 標準空気(換算)リーク量 -25℃より低い露点を持つ空気。入口側100kPa±5%、出口側1kPa未満、温度23℃±7℃
5. グロスリーク試験 MIL-STD-883 METHOD1014 SEAL 2.3.3 C1
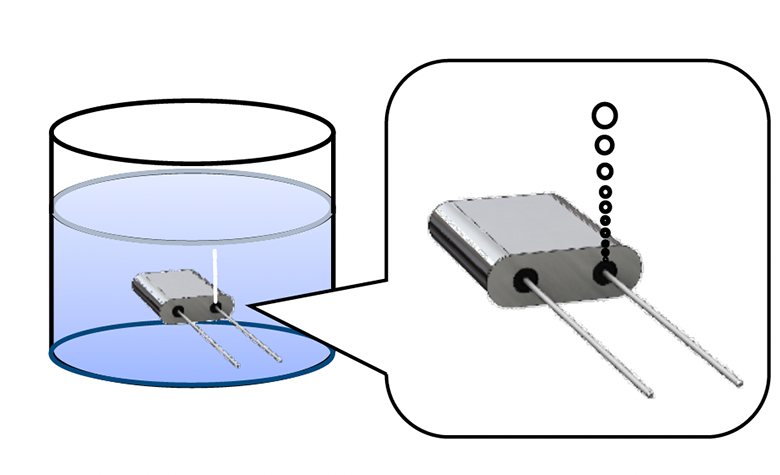
液没試験は、電子部品でもよく実施されるグロスリーク試験である。中でもフッ素系不活性液体を利用した液没試験方法がよく用いられる。
フッ素系不活性液体としては、パーフルオロカーボン(PFC:3Ⅿ社フロリナート)またはパーフルオロポリエーテル(PFPE:ゾルベイ社ガルデン)が使用される。
試験方法は、真空引きした電子部品を低沸点(56℃)のフッ素系不活性液体中に浸漬加圧したのち、125℃の高沸点(165℃)のフッ素系不活性液に浸漬し、出てくる気泡を調べる方法(図4.)である。表面張力及び粘度が低いため水没試験に比較してより小さい孔のリーク検知が可能になり、検出感度はおよそ1E-06Pa・m³/sに達する。
より簡単な、低沸点液体に浸漬加圧しないまま165℃のフッ素系不活性液体に入れて気泡を調べる方法では、感度はおよそ1E-04Pa・m³/sになる。
フッ素系不活性液体を利用した液没試験方法のメリットをあげると、
・比較的簡便な方法であるが高感度1E-06Pa・m³/s
・気泡発生部位から不良個所の特定が可能
・フッ素系不活性液体は化学的に安定・不活性で製品を傷めない
などがあり、一方デメリットとしては、
・定性的な試験であり定量的な管理ができない
・自動化が難しく作業者の技量・状態に影響を受け、ヒューマンエラーの可能性
・フッ素系不活性液体は高価で揮発物は温室効果ガス
留意点として、
・電子部品の耐熱温度、試験液の管理、ファイン試験を先に実施
などがあげられる。
6. グロスリーク試験 JIS Z 2332(附属書D圧力変化法 密封品チャンバ法+F 差圧法)
圧力変化法によるグロスリーク試験は、分解能1Pa程度の差圧計で微小な圧力変化を捉えてリークを検査する方法である。試験気体として空気を使え、液没試験に比べ自動化が出来ることや、差圧法の併用で試験感度を向上できることから、近年、ライン採用が増えてきた方法である。
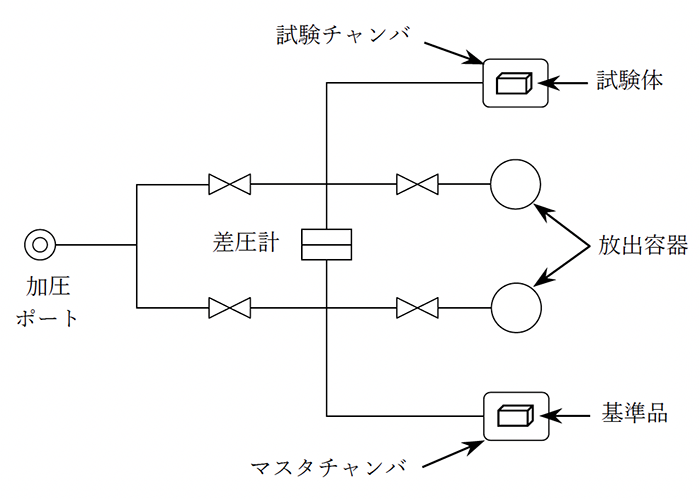
密封品チャンバ法に差圧法を併用した圧力変化法の測定原理図を図5.に示す。マスタチャンバに基準品(リークの無い良品)を入れ、差圧計を挟んで対称となる試験チャンバに検査する製品(試験体)を投入して空気圧を印加する。試験圧力の印加後に閉回路とし、欠陥のある試験体のパッケージ内部へ空気が侵入するときに生じる圧力降下をマスタチャンバ側圧力と比較してリークを検知する。この時、パッケージの蓋(リッド)が外れているような欠陥では試験圧力の印加時に圧力平衡して差圧が発生しないが、次に「放出容器」側の弁を開けると、(大リーク品の内容積分の)空気量が多い試験チャンバ側はマスタチャンバ側より圧力が高くなるため、大きな欠陥品の検知も可能になっている。
この圧力変化法は、精密な検査装置を必要とするが、高い生産性があることから、水晶発振子やLED部品、電解コンデンサ等のグロスリーク試験での利用が広がっている。
この方式のメリットは、
・測定回路の内容積を50mm³程度とすることで最小可検リーク量8.5E-08Pa・m³/sが可能
・自動化と多チャンネル化によりスループットを大きくできる。10~個/分・ch
・再現性の高い検査値が得られ数値管理が可能
・試験ガスが空気であるため、試験体の侵襲・環境影響が無くランニングコストも安い
などであり、一方デメリットとしては
・圧力変化でリークをみているため欠陥箇所の特定ができない
・測定感度を向上するために試験体形状に合わせたカプセル(試験容器)が必要
・マスタ(基準品)が試験チャンネル分必要、などがあげられる。
次回に続く-
引用・参考文献
- 1) JIS Z 2330:2012 非破壊試験-漏れ試験方法及びその選択
- 2) JIS C 60068-2-17:2001 環境試験方法-電気・電子-封止(気密性)試験方法
- 3) JIS Z 2331:2006 ヘリウム漏れ試験方法
- 4) JIS Z 2332:2012 圧力変化による漏れ試験方法
- 5) 例えばMIL-STD-883 METHOD1014 SEAL
- 6) 例えばJIS C 60068-2-17:2001 環境試験方法
- 7) JIS Z 8754:1999 真空技術-質量分析計形 リークディテクタ校正方法
- 8) 国分 清秀他、水晶摩擦真空計と粘性真空計の理論、真空1987 年 30 巻 9 号 p. 706-714
【著者紹介】
原 努(はら つとむ)
株式会社フクダ 密封品リーク技術部
■略歴
2012年 株式会社フクダ入社
電子部品気密検査装置の開発に従事 現在に至る。
医薬品業界で求められる漏れ試験(1)

医薬品等包装プロジェクト統括
樋口 泰彦
はじめに
「医薬品業界で求められる漏れ試験」とは、結論から述べると,「品質に影響を与える包装欠陥(形状)を検知し,その大きさ,度合いを計測する試験法」となる,以下にその詳細を解説する.
医薬品包装業界では,包装容器の完全性評価(密封性やガスバリア性評価)などの基準を見直す活動が進められており2021年6月に第十八改正日本薬局方(The Japanese Pharmacopeia 18th)(以降:JP181)に,関連する内容が告示された.ここでは「無菌医薬品の包装完全性評価」および「無菌医薬品包装の漏れ試験法」が参考情報として収載され医薬品包装品質に関する基準や試験法などの適正化に向けた活動が産官学一体となって進められている.
日本薬局方( Japanese Pharmacopoeia: JP)は,医薬品医療機器等法(薬機法)に基づき厚生労働大臣が定める医薬品の品質の適正化のための規格基準書である.生薬総則,製剤総則,一般試験法,医薬品各条(医薬品登録)などから構成されている.
本稿では,医薬業界の動向と現状・問題点を踏まえJP181)・USP<1207>2)(米国薬局方)の方向性を基にその対応策を解析理論,実施手順,試験法選定など総合的に「医薬業界が求める漏れ試験」について解説を行う.
1. 医薬業界の国内外の動向
医薬業界は国際的な幾つかの枠組みによりその方向性が示唆されている.
その中の一つが1990年に創設されたICH(International Council for Harmonization of Technical Requirements for Pharmaceuticals for Human Use)医薬品規制調和国際会議である.ここでは医薬品のグローバル化に対応し,安全で有効性の高い医薬品を確実に開発,流通する事を目指し各国規制当局および製薬企業が協働し世界的な規制調和活動を行っている.
もう一つの枠組みが,1970年に締結され1995年から各国医薬品査察当局が参加したPIC/S(医薬品査定協定・医薬品査察協同スキーム)がある.ここでは各国医薬品査察当局が参加し医薬品GMP(Good Manufacturing Practice:品質が保証された製造工程)に係る指針を作成,査察の国際整合を図るとともに,相互査察が進むよう活動を続けている.この様に,医薬品業界はレギュレーション(法規制)と査察(チェック体制)の両面で国際調和(ハーモナイゼーション)に向けた活動を世界規模で進められている.
昨年告示されたJP181)は,前年に公開されたUSP<1207>(米国薬局方2)をベースに構成されており完全性の評価基準や各種試験法はUSPを踏襲する形で作られている.
国際調和は、主に3地域(米国・ヨーロッパ・日本)の薬局方(3局)を対象に行われている.この3地域は新薬の開発,製造が主に行われている地域であり国際的に薬局方をリードしている.
2. 医薬品包装業界の現状
医薬品包装には大きく無菌医薬品包装(アンプル・バイアル・プレフィルドシリンジ:液剤が充填された瓶・注射器・輸液バッグ・パウチ)と経口剤包装(PTP・ピロー・三方シール・ボトル)など大きく2種類に分かれている.今回JP18に収載されたものは「無菌医薬品包装の完全性評価基準」であり,バイアルやプレフィルドシリンジなどの注射剤が対象となっている.求められる包装機能としては外部からの有害ガス(酸素・水蒸気・二酸化炭素)及び微生物,埃,塵,光などの侵入を防止する機能と包装内部からの製剤の漏洩防止,蒸散防止などがある.無菌製剤と経口剤では微生物に対するバリア機能を除けばほぼ同等と考えることが出来る.
表-1は注射剤容器(バイアル)に対する製薬企業での試験状況について2016年の日本PDAの調査データである.6年前のものであるが現在もほぼ同様の状況である.多く製薬企業で定性的漏れ試験を抜取検査で実施していることが分かる.また経口剤についても同等の結果が報告されている.
注)PDA(Parenteral Drug Association):医薬品および医療機器の開発,製造関する技術やGMPの分野で世界的に指導的立場にある国際的学術団体
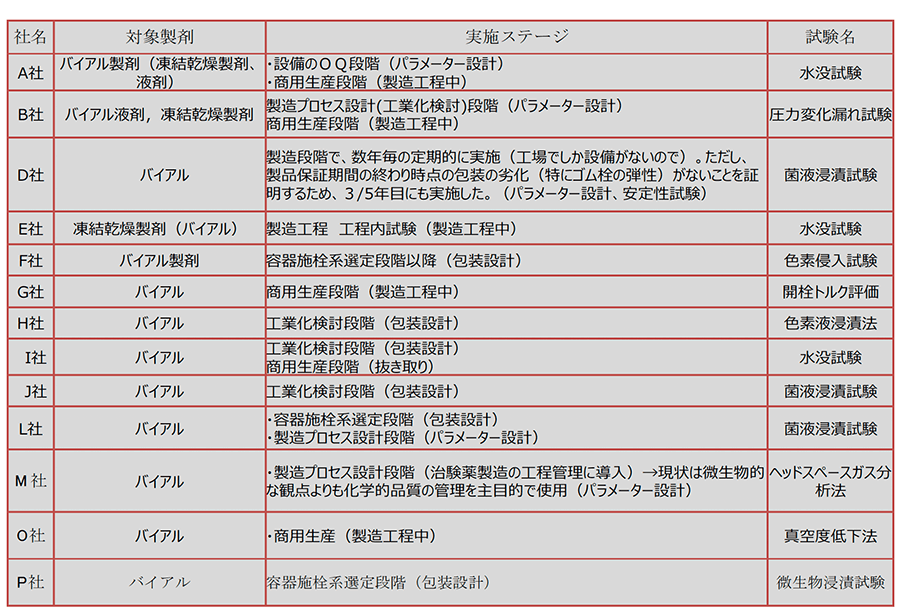
対象企業13社の内4社が定量的試験法を採用しているが,他の9社が定性的試験法を採用している事がわかる.表中の試験内容については詳細を10項「試験法選定」表-6~表-8にて解説する.
3. 現状の問題点と対処
- ● 問題点を整理すると以下のようになる.
- 3-1 現在、医薬包装の多くが水没試験,液体漏れ試験,微生物侵入試験などの定性的漏れ試験により品質が管理されている.定性的漏れ試験では測定条件により測定結果に大きなバラツキが生じ結果に対する科学的妥当性や評価基準の根拠が不明確である.(液没試験や液体漏れ試験とガスバリア性能,微生物汚染特性との相関性が不明確である)
- 3-2 安定性試験(医薬品の一部ロットに対し経時的に品質確認を行う試験)結果が完全性評価妥当性の根拠となっている.(プロセスでは無く結果で評価している)
- 3-3 医薬品包装の完全性評価基準が明確に規定されていないため「漏れなきこと」が実質的な基準となり水没試験,液体漏れ試験などが適用されている.しかし,現状の包装素材においては漏れの無いものは存在せず気体の透過やピンホールは確実に存在いている.(漏れの無き事は現実的ではない)
- 3-4 医薬品包装の完全性評価に適した定量的漏れ試験法の開発,導入が遅れている.
- 3-5 包装完全性の判定基準に対する考え方,手順,理論が確立されていない.
- 3-6 安定性試験に用いるサンプルに完全性に問題があるものが混在した場合,試験結果の信頼性が失われる可能性がある.(安定性試験で問題が生じた場合,対象ロットは回収となり莫大な損失が生ずる)
- 3-7 水没試験が破壊試験であるため,抜取検査のサンプルは問題が無いものまで全て廃棄されている.(医薬品ロスにつながっている)
- ● 対処
-
3-8
対処の方向性
以上の問題点から対処すべき課題として以下の方向性を導き出すことが出来る.
「医薬品に対する要求品質に適合した包装容器完全性評価基準を確立し,基準を満たすための科学的根拠を有する手順,理論,試験法」が求められている.
JP18・USP<1207>の示す方向性を基に,これら問題にどの様に対処すべきかを解説する.
4. JP18およびUSP<1207>の方向性
JP18はUSP<1207>をベースに構成されたため主要な項目で同一の方向性を示しており相違点は一部である.
「表-2 JP18・USP<1207>対比表」に用語の定義を示し,右端の欄に同一度合いを現す記号(〇,◎,×)を表記した.
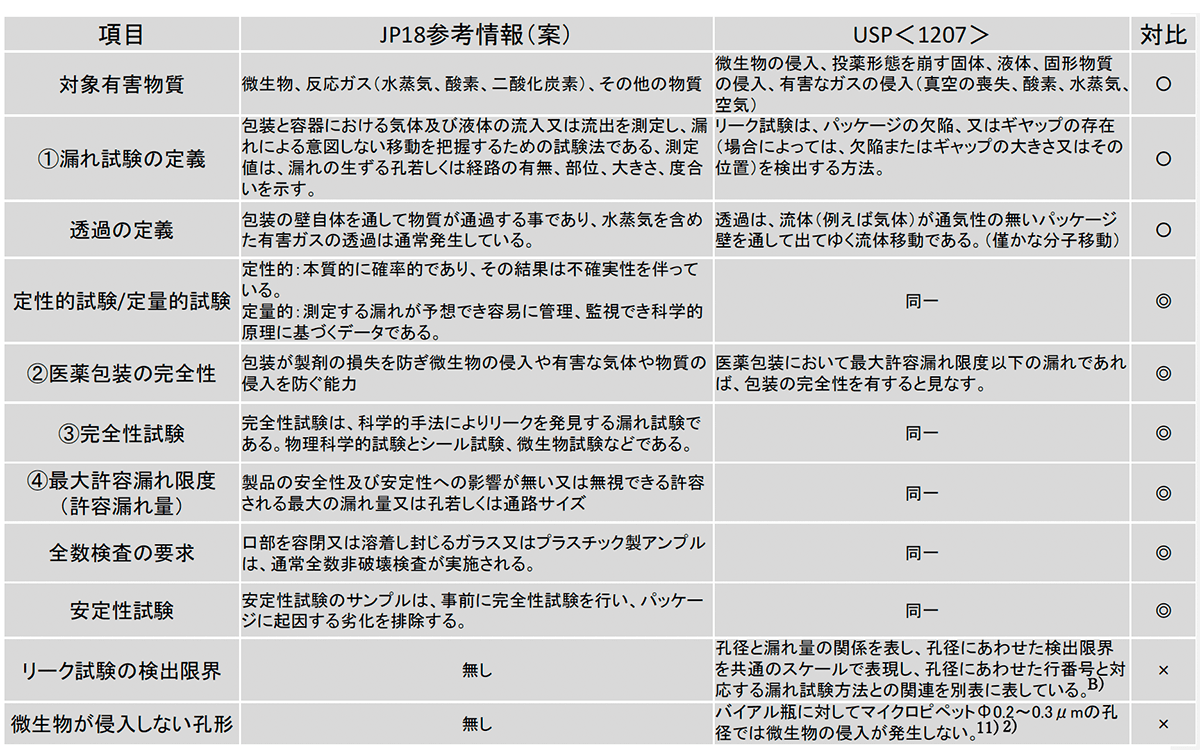
注目すべきは①から④ の定義であり漏れ試験の考え方に欠陥形状の要素を取り入れ,科学的根拠を持った評価基準を示している.特に②医薬包装の完全性 ④最大許容漏れ限度の定義はリスクマネージメントをベースとした考え方である事が分かる.(製剤品質を基準とした考え方)
5. 注目すべき4つの考え方(方向性)
5-1「漏れ試験の定義」について
従来の考え方は,「気体及び液体の流入又は流出を測定し,漏れによる意図しない物質移動を把握するための試験法であった.」これは,漏れ量を把握する事が漏れ試験の目的である事を示している.しかしここでは,新たに「測定値は,漏れの生ずる孔若しくは経路の有無、部位,大きさ,度合いを示す.」が加えられている.つまり,漏れ量を測定する事でだけでは無く,孔の形や大きさ,度合いを示すものとしている.この考え方は,従来の漏れ試験には無かった新たな考え方である,この考え方が後に,完全性試験の本質的な問題(孔形状の定量化)を提起する事となる.
5-2「完全性試験の定義」について
JPTI2021(日本薬局方 技術情報2021)において,完全性試験とは医薬包装の欠陥を検知,検出する試験法を云い,漏れ試験・その他の品質試験・微生物試験に分類される.
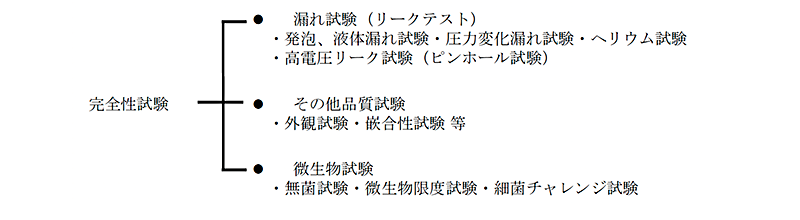
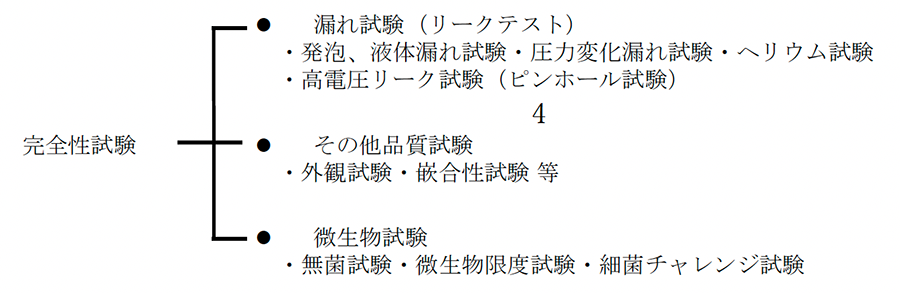
注)JPTI2021(日本薬局方 技術情報):JP18改定部分の技術解説書,JPと同時に刊行される.
5-3「最大許容漏れ限度の定義」
「製品の安全性及び安定性への影響が無い又は無視できる許容される最大の漏れ量又は孔若しくは通路サイズ」これは,どの程度の欠陥又は孔であれば品質リスクが低いか若しくは無いかを科学的に証明することを求めている.これはリスクマネージメントの考え方であり,欠陥形状の定量化を求める根拠ともなっている.
5-4「医薬包装の完全性の定義」
「医薬包装において最大許容漏れ限度以下であれば包装の完全性を有するものと見なす.」
最大許容漏れ限度の定義より医薬品に対するリスクが無い又は低い欠陥形状最大値以下の孔若しくは欠陥であれば完全性を有する.つまり包装機能が良い状態であるとの判断基準を示している.これは「漏れ無き事」の科学的根拠を示している事となる.
次回に続く-
参考文献
- 第十八改正薬局方 (令和3年6月7日厚生労働省告第220号)
無菌医薬品の包装完全性評価(G7-4-180), 無菌医薬品の包装も漏れ試験法(G7-5-180) - USPharmacopeia,40(2017),〈1207.1〉PACKAGE INTEGRITY TESTING IN THE PRODUCT LIFE CYCLE _TEST METHOD SELECTION AND VALIDATION,<1207.2>PACKAGE INTEGRITY TEST TECHNOLOGIES
- 2019年日本表面真空学会学術講演会 吉田 肇、新井健太、武井良憲
「気体流れの全領域に適用可能な任意長さの円筒導管を通過する気体流量の簡易計算方法」 - 2019年日本真空学会学術講演会 北條 勤、猪股 順、原 努、平田真央
「孔を拡散により通過する気体の解析」 - 日本工業規格JISZ2329:2002「発泡漏れ試験方法」
- 日本工業規格JISZ2330:2012「非破壊試験法-漏れ試験方法の種類及びその選択」
- 日本工業規格JISZ2331:2006「ヘリウム漏れ試験法」
- 日本工業規格JISZ2332:2012「圧力変化による漏れ試験方法」
- ASTM F2338-09 Standard Test Method for Nondestructive Detection of Leaks in Packages
by Vacuum Decay Method (Reapproved 2013) - 山中 明:高電圧式ピンホール検査機 JPI Journal Vol.46 No.10,2008
- Kirsch LE,Nguyen L,Moeckly CS, Gerth R,Pharmaceutical container/closure integrity,
Ⅱ:The relationship between microbial ingress and Helium leak rates in rubber-stoppered glass vials, PDA Journal of pharmaceutical science & technology Vol 51,No5/September-October 1997.
【著者紹介】
樋口 泰彦(ひぐち やすひこ)
株式会社 フクダ 取締役 医薬品包装等プロジェクト統括
■略歴
- 1977年同社入社、国内営業、海外営業,営業企画など担当,2000年電子部品業界参入,2018年MUH-0100(世界最高レベルのヘリウム漏れ試験装置 10-15Pam3/s)同業界に発表.
- 医薬品業界において2016年 PMDA主管,日本薬局方原案審議委員会「無菌医薬品包装の完全性評価WG」に参画,第18改正薬局方 参考情報執筆.同年,日本薬局方技術情報(JPTI2021)執筆.
- 日本PDA製薬学会,ISPE日本本部,創包工学研究会,などの医薬包装関連委員会に参画,各種医薬包装関連セミナー実施.
- 2022年 孔形状規格化推進のため日本計量機器工業連合会・規格検討会参画.
漏れ量の校正(1)

取締役営業部・海外営業部 部長
中澤 茂夫
1. 漏れ量の信頼性
測定をするという行為には、その結果に対する信頼性が必要である。例えば100gあたり500円の肉がパックに230g詰められ1,150円と表示されていた。1,150円の代金を支払う顧客は、肉の重さの測定結果を信頼している。もし大きな誤差があれば大きな問題につながる。
漏れ試験など、その測定で安全性を担保するような場面でも、測定の信頼性が要求される。
漏れが引き起こすさまざま問題、例えば、
① ガス機器において漏れが発生すると爆発や火災の危険。
② ガソリン車の燃料系統に漏れがあると漏れた燃料に引火して火災が発生。
③ 防水性が必要な家電では水の侵入で故障。密封された電子部品では性能劣化。
④ 密封容器に入った食品の変質。
⑤ 医薬・医療機器では菌や湿気、気体などの侵入により本来の性能や効能が得られない。
などを防ぐために、それらを起こさない漏れ量の閾値が設けられて、漏れ量の測定(漏れ試験)が行われている。すなわち漏れ試験では、漏れが「あるか無いか」ではなく「この値より少ない」ことを測定によって定量的に試験されているのである。
本稿では、漏れ試験における漏れ量測定の信頼性がどのように確保されているか、について解説したい。
2. 校正
信頼性のある測定を行うためには、測定を行う計測器が、国家標準や国際標準などから切れ目なく連鎖した標準により校正された機器であることが重要となる。ここで校正とは、「指定の条件下において、第一段階で、測定標準によって提供される不確かさを伴う量の値とそれに対応する指示値との不確かさを伴う関係を確立し、第二段階で、この情報を用いて指示値から測定結果を得るための関係を確立する操作」とJIS Z 8103:2019計測用語に定義されている。言い換えれば、指定された条件下で、信頼のあるより安定した基準となる標準器の指示値と、測定を行う計測器の指示値を明らかにすることで、信頼性のある値を知ることである。校正証明書は測定した結果が記載され、試験所・校正機関から発行される。校正証明書は標準器の指示値と計測器の指示値および国家標準などの特定標準器からの連鎖の不確かさと測定から来る不確かさの合成が示されるもので、合否や計測器の精度を示すものではない。
2.1 試験所・校正機関
試験所・校正機関はISO/IEC17025 校正機関および試験所の能力に関する一般要求事項 に適合している事が求められる。要求事項を満足し発行する校正証明書の信頼性が確保できる能力を第三者により評価、認定されることが求められる。国内においての認定機関は、独立行政法人 製品評価技術基盤機構認定センター(NITE)-IAJapan と公益財団法人 日本適合性認定協会-JAB があり、前者のIAJapanはJCSSの認定機関であり、アジア太平洋試験所認定協力機構-APACおよび国際試験所認定協力機構-ILAC の相互認証に署名している。後者のJABはISO17025の認定機関であり、同じくAPACとILACの相互認証に署名している。
当社は独立行政法人 製品評価技術基盤機構で審査を受けた、JCSS登録事業者である。
2.2 JCSS登録事業者
計量法第8章「計量器の校正等」では、計量標準供給制度および計量事業者登録制度が定められている。JCSSは、Japan Calibration Service Systemの略称で、計量法の定めによりJCSS登録事業者が発行する校正証明書にJCSSのシンボルマークが入っている。更に前述のように、独立行政法人 製品評価技術基盤機構-IAJapanはILAC(MRA)との相互承認に署名している為、登録事業者は国際MRAに対応することで、下記のようなシンボルマークの入った校正証明書の発行が出来る。

漏れ量の登録事業者としての登録は、計量法 第8章 第2節の(特定計量器以外の計量器による校正等)における第143条(登録)に定められた「計量器の校正等の事業を行う者は、校正を行う計量器の表示する物象の状態の量又は値付けを行う標準物質に付された物象の状態の量ごとに、経済産業大臣に申請して、登録を受ける事が出来る。・・・。」に従う。登録においては、計量法関連法規に適合する事とISO/IEC17025の要求事項に適合することが必要となる。
3. 漏れ量の区分
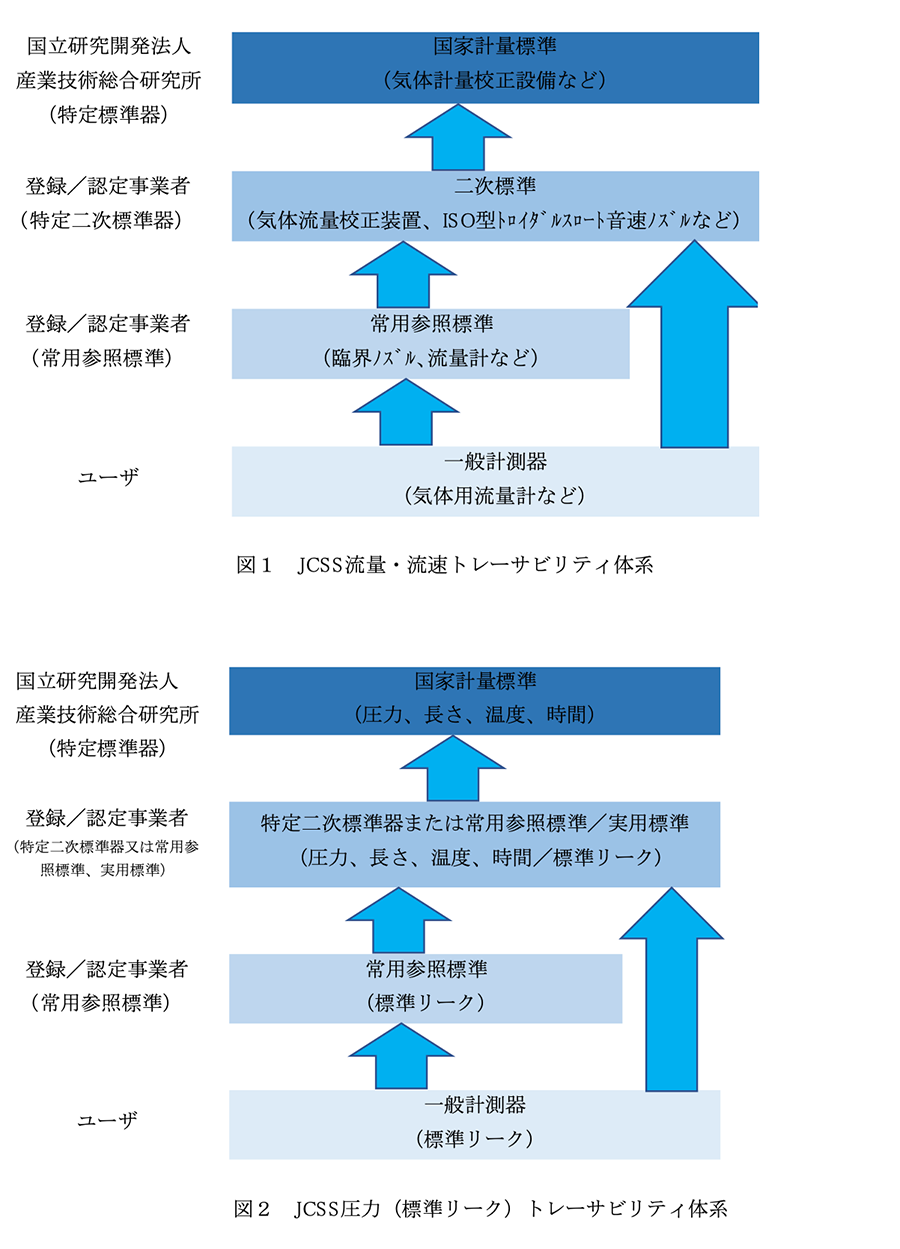
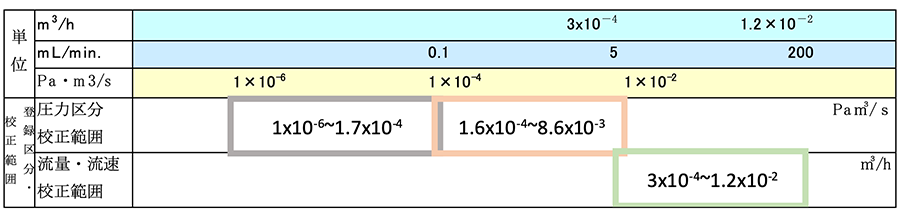
3.1 登録区分とトレーサビリティ体系
JIS Z2300:2020 非破壊試験用語 において、漏れ量/リーク量は、「ある条件下で漏れ箇所を通過する、定められた液体または気体の流量」と定義されている。言い換えれば漏れ量は密閉された容器のひび割れなどの欠陥を通して流出する、或いは侵入する単位時間当たりの流体の体積である。漏れ量は一般的に量が少ない領域の流量のイメージになる。
気体の漏れ量/リーク量に関しては、その量の大きさによって、計量法施行規則第90条第2項 (計量器等の区分)において、圧力区分と流量・流速区分の2区分に分かれる。以下に区分の抜粋を示す。
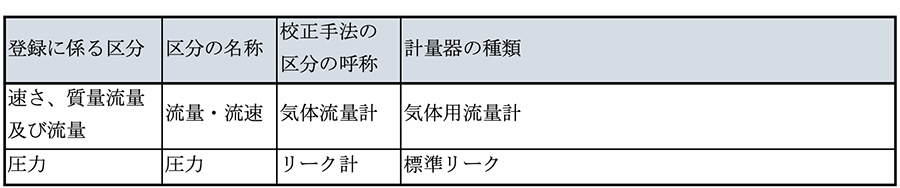
登録区分が異なることで国家標準からのトレーサビリティ体系も異なる。
流量・流速区分での国家標準からのトレーサビリティ体系の一例を図1に示す。
また圧力区分における国家標準からのトレーサビリティ体系の一例を図2に示す。
いずれもJCSS認定機関の独立行政法人 製品評価技術基盤機構ホームページに記載されている。
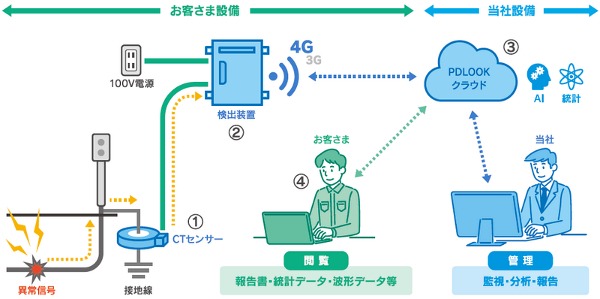
3.2 登録区分による漏れ量の範囲
漏れ量を表す単位は、流量・流速区分では、「m³/h(mL/min.)」の流量単位となる。また圧力区分における単位は、「Pa・m³/s 」のリーク単位となる。同じ漏れ量の単位ではあるが、校正証明書では登録区分によって表記される単位は異なって記載される。その為本稿では、漏れ量について、流量・流速区分では「流量」、圧力区分では「リーク量」とする。
流量・流速区分での流量は、気体用流量計の技術的適用指針 4)にてその校正範囲の下限は、定められている。具体的には室内環境条件に換算した体積流量で、2.5×10-4 m³/h(4.167mL/min.)と示されている。
当社では、圧力区分は2.5×10-4 m³/h(4.167mL/min.)を含む8.6×10-3Pa・m³/sより小さなリーク量の校正範囲としている。表2に当社の登録区分と校正範囲を示す。
次回に続く-
参考、引用文献
- JIS Z 8103:2019計測用語
- JIS Z 2300:2020非破壊試験用語
- JCSS種類⁻40:計量器等の種類を定める規定
独立行政法人製品評価技術基盤機構認定センター - JCT20810:第23版 JCSS 技術的要求事項適用指針(流量・流速/気体流量計)
独立行政法人製品評価技術基盤機構認定センター - JCT20503:第4版 JCSS 技術的要求事項適用指針(圧力/リーク計)
独立行政法人製品評価技術基盤機構認定センター - Arai K and Yoshida H Metrologia 51 (2014) 522-527
【著者紹介】
中澤 茂夫(なかざわ しげお)
株式会社フクダ 取締役 営業部・海外営業部 部長
■略歴
1982年 株式会社長野計器製作所(現長野計器株式会社) 入社
2015年 株式会社フクダ 入社
2017年 同社 取締役 開発部 部長
2020年 現職
デジタル技術を駆使した先進技術で自家用ケーブルの遠隔診断
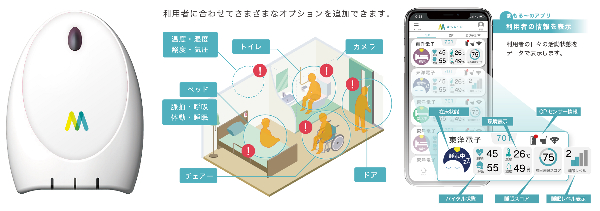
九州電力(株)は、2022年8月1日から全国の特別高圧・高圧受電の事業者が保有する3㎸以上の特別高圧・高圧の自家用構内ケーブルを対象に、部分放電※1オンライン遠隔診断サービス「PDLOOK(パドルック)」の提供を開始する。
近年、自家用構内ケーブルの高経年化が進んでおり、経年劣化に伴う停電事故の未然防止や計画的な設備更新作業等、設備保全の重要性が高まっている。一方、自家用構内ケーブルに対する劣化診断方法は、設備停電が必要で多大な作業を要するもの、特別高圧ケーブルには適用できないもの、診断の精度に問題があるものなど、多くの課題があった。
こうした課題に対し、九州電力は、設備停電の必要がなく特別高圧ケーブルにも対応する汎用性の高い部分放電法にIoT・AI技術を組み合わせ、顧客の事業活動を止めない無停電でのオンライン遠隔劣化診断方法を確立した。
九州電力は、国が推奨するスマート保安※2にも合致するPDLOOKを通じて、顧客の安定的な事業活動を支援する。
※1 絶縁材料内部の欠損や微小な空洞、異物などに電界が集中して起こる局所的な放電現象
※2 IoT・AI等の新技術の活用により、産業保安の安全性・効率性を追求していく主体的で挑戦的な取組み(国のスマート保安官民協議会 基本方針より)
【部分放電オンライン遠隔診断サービス「PDLOOK(パドルック)」の特長】
◇事業活動を止めない「無停電診断」
◇経年劣化情報を把握できる「トレンド監視」
◇独自の診断技術(IoT,AI)〔特許出願中〕
ニュースリリースサイト(kyuden):https://www.kyuden.co.jp/press_h220801-1.html
次世代型見守りロボット「まもる~のSHIP」無料モニター募集
(株)ZIPCAREは、次世代型見守りロボット「まもる~のSHIP」の無料モニターを8月1日(月)より募集する。
日本の高齢化社会が深刻視されている中で期待されているのが、ICT活用による介護現場の作業効率の向上と、人材不足の解消である。ICT活用により介護スタッフの業務負担が減ることで、「人材の定着」と「介護サービスの質の向上」が期待できる。また、一人あたりの業務量が減ることにより、巡回などの業務の最適化や、直接的なケアに時間を割くことが可能になる。このように介護現場のICT化は、介護現場の課題を解決する上で非常に有効な手段として、昨今注目されつつある。
ZIPCAREは、介護におけるあらゆる課題をICTの活用によって解決することで、『すべての人が自分らしく生きられる世界を実現する』をミッションとし、見守りロボット「まもる~の」のサービスを提供してきた。この度、新製品である次世代型見守りロボット「まもる~のSHIP」の発売(9月初旬発売予定)に先駆け、数量限定で無料モニターを募集する。
■「まもる~のSHIP」について
今回、新たに発売を予定している次世代型見守りロボット「まもる~のSHIP」は、利用者のベッドに設置することで、睡眠やバイタル(脈拍・呼吸)、離床、居室内環境(温度・湿度・照度・気圧)を的確にとらえ通知で知らせる、介護施設向け見守りロボットである。
通知内容は、利用者の自立度やライフスタイルに合わせてカスタマイズが可能。スタッフが居室を訪れなくても、「まもる~のSHIP」がご利用者の異変を察知し、リアルタイムに必要な情報だけを知らせる。パソコンで確認すると、施設全体の安否確認を一目で行うことができるため、巡回などの介護業務の最適化が実現できる。
■新機能について
新機能として、標準で搭載されていた睡眠やバイタル、居室内環境、転倒予防の各種センサの検知機能はそのままに、かねてより要望の多かった「チャット機能」「インカム機能」「カメラ機能」※1を追加した。「チャット機能」「インカム機能」は、情報伝達・共有ツールととして活用できる。「カメラ機能」は、居室内の異常を検知し、遠隔からでも状況確認ができるためスタッフの負担を軽減する。
※1 一部オプションサービス。
さらに、システムのクラウド化によって、利用者の家族もアプリケーションをインストールすることで、ご利用者の現在の状況をリアルタイムで把握でき、介護施設との情報共有が可能となった。また、「見守りロボット」と「職員同士のコミュニケーションツール」を同じ端末に集約することで、今まで煩雑だった業務を一つのデバイスとアプリケーションで完結し、より効率的な介護業務が可能になる。
■ 募集概要
募集期間:2022年8月1日(月)~2022年8月31日(水)
貸出期間:2週間程度(応相談)
貸出条件:施設の通信環境によっては利用できない場合もあるので、まずは相談から。
ニュースリリースサイト:https://prtimes.jp/main/html/rd/p/000000005.000097156.html
省電力の次世代有機ELディスプレイ向けタッチスクリーン・コントローラ

STマイクロエレクトロニクスは、最新のアクティブ・マトリクス式有機EL(AMOLED)ディスプレイに対応し、先進的な機能を実現するタッチスクリーン・コントローラ「FingerTip FTG2-SLP」を発表した。同製品は、スマートフォンの省電力化とバッテリ駆動時間の延長に貢献するという。
LTPO(低温多結晶酸化物)技術を使用したAMOLEDディスプレイ、および同様の技術を搭載したディスプレイは、リフレッシュ・レートを使用状況に応じて動的に制御することができる。ディスプレイ・ドライバは、頻繁にリフレッシュする必要のないアプリケーションでは低速でリフレッシュを行い、ゲームやストリーミングなどでは高いリフレッシュ・レートを維持することにより、消費電力の低減と優れたユーザ体験を提供する。
FingerTip FTG2-SLPは、ディスプレイとの同期動作、非同期動作の両方に対応する。これにより、リフレッシュ・レートが動的に変化しているときでもスムーズな操作性を維持することができる。同製品は、きわめて薄い形状を実現するために、タッチセンサ・パネルを直接OLED発光層に積層したフレキシブルAMOLEDディスプレイを搭載したスマートフォンなどに最適な製品である。
FingerTip FTG2-SLPは、Arm® Cortex®-M4と大容量Flashメモリを内蔵し、また優れた設計柔軟性によって先進的なタッチ機能を実装することが可能。また、STが開発した独自のハードウェアとファームウェア、および専用のハイバネーション・モードにより、消費電力の大幅な削減とバッテリ駆動時間の延長に貢献する。
同製品のアナログ・フロントエンド(AFE)には、差動アーキテクチャと複数のスキャン方式が採用されており、誤検出のないタッチ・センシングが可能。また、内在するノイズを低く抑えた設計のため、高い信号ノイズ比(SNR)を実現している。高速なタッチレポート・レートによって、ディスプレイのリフレッシュレートが高速な場合でもすべてのタッチ動作を適切に検出することができる。
FingerTip FTG2-SLPは、現在量産中。価格およびサンプル提供については、STのセールス・オフィスまたは販売代理店までお問い合わせのこと。
ニュースリリースサイト:https://prtimes.jp/main/html/rd/p/000001252.000001337.html
室内環境のリアルタイム可視化システム「Green DC energy management™」開発
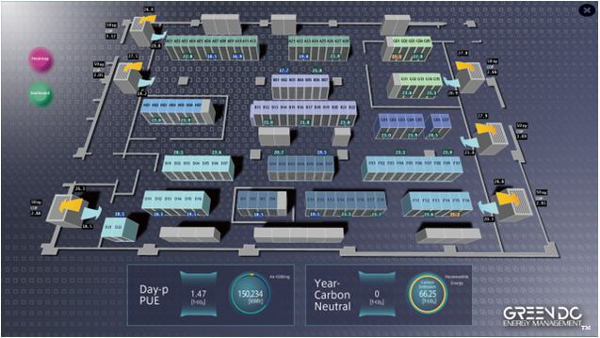
(株)NTTデータは、100%再生可能エネルギーを利用したカーボンニュートラルデータセンターにおいて、サーバールームの室内環境をリアルタイムに可視化するシステム「Green DC energy management™(以下:本システム)」を開発し、2022年7月1日より運用開始した。
サーバールーム内の温湿度だけでなく、サーバーが内蔵しているセンサから給気温度・電流値、電力消費量、CPU稼働率や、冷却エネルギー、再生可能エネルギー導入量などをリアルタイムで一元管理できるしくみである。
通常、サーバー室は室単位で設定された温湿度条件で冷却されており、IT機器の環境特性※注1を十分に生かせていないことから過冷却によるエネルギーの無駄が生じているケースが多く見られる。今回、同社サーバールームにおいて温度センサから取得した情報を機械学習で空調機を自動制御する空調AI制御と組み合わせ、室内の高温エリアをサーバー単位で割り出し、集中的な冷却を可能としました。これにより過冷却を抑制し冷却エネルギーを約35%削減することに成功した。
今後、建設中の三鷹データセンターEAST2期棟※注2をはじめ、自社データセンターへ順次展開をしていくことで、使用電力量の削減を推進していくという。
背景
NTTデータは、2030年までにScope1・2を60%削減(2016年度比)、2040年にScope1・2カーボンニュートラル、2050年までにScope1-3ネットゼロを目標としている。2022年4月からは、同社が入居する豊洲センタービルと同アネックスビルでの使用電力や、主要サービス(決済/金融関連のANSER®、CAFIS®、およびデジタル・トランスフォーメーション基盤のOpenCanvas®)の運用で使用する全電力を、100%再生可能エネルギー※注3、※注4としてきた。また、同年12月からは、沖縄IT津梁パークでNTTデータグループがBPO事業を展開する2号棟および7号棟で使用する電力をカーボンニュートラル化※注5する予定である。
これらに加え、NTTデータの使用電力全体の約8割を占めるデータセンターにおける電力削減を目的として、サーバールームの運用改善の取り組みを行っている。その取り組みの1つとして、サーバールーム見える化システム「Green DC energy management」を構築し、Scope2におけるデータセンター使用電力の可視化を行った。
概要
「Green DC energy management」は、空調機や室内温度センサ、サーバーから温湿度情報・サーバー1台ごとの電流値・給排気温度・電力消費量・CPU稼働率等の情報を取得し可視化している。可視化システムは、NTTデータと住友電設(株)が共同開発した。サーバーからの情報収集はインテル(株)のインテル®データセンター・マネージャーを使用している。空調AI制御は、(株)NTTファシリティーズのSmart DASH®を使用している。
室内環境やサーバーの運用状況を可視化することにより、現状の運用での問題点を抽出することが容易となり継続的な運用改善の取り組みが可能となる。
活用シーン
室内の温湿度環境を視覚的に把握することができ、サーバー増設などで熱だまりが発生した場合に問題を早期に検出することができる。加えて、サーバーの電流値をリアルタイムで確認することができるため、回路ごとの許容電流値に対する使用状況を把握することができる。
また、株式会社NTTファシリティーズが提供する空調AI制御を合わせて用いることにより空調環境を最適化し2022年4月~5月の効果検証においては冷却エネルギーを約35%削減したことを確認したとのこと。
今後について
今後は、自社データセンターへ順次展開を予定しており、現在建設中の三鷹データセンターEAST2期棟へ導入予定。また、サーバールームだけでなく建物全体の使用電力を可視化し、テナントごとやサーバーラック単位で使用電力を管理したり、ビル全体の環境負荷を管理することが可能な統合管理システムを構築予定としている。
注釈
※注1:サーバー等IT機器の温湿度適応範囲が広がっており、データセンターのエネルギー削減において、この環境特性を生かすことが重要。
※注2:三鷹データセンターEAST2期棟は2023年6月より稼働予定。
※注3:https://www.nttdata.com/jp/ja/news/release/2022/031600/
※注4:https://www.nttdata.com/jp/ja/news/release/2022/031601/
※注5:https://www.nttdata.com/jp/ja/news/release/2022/042700/
ニュースリリースサイト(NTTdata):https://www.nttdata.com/jp/ja/news/release/2022/072901/
「電気と力で機能する次世代ゴム“e-Rubber”」による静電容量式荷重センサ
豊田合成株式会社
1.はじめに
豊田合成(株)はトヨタグループの一員として自動車部品を主軸にグローバルに事業展開しており、さらにこれまでに培った高分子・LEDの技術を活かして新しい分野での製品開発を行っている。
本稿では豊田合成が開発した「電気と力で機能する次世代ゴム“e-Rubber”」を用いて実用化したe-Rubberセンサを紹介する。
2.e-Rubberセンサ
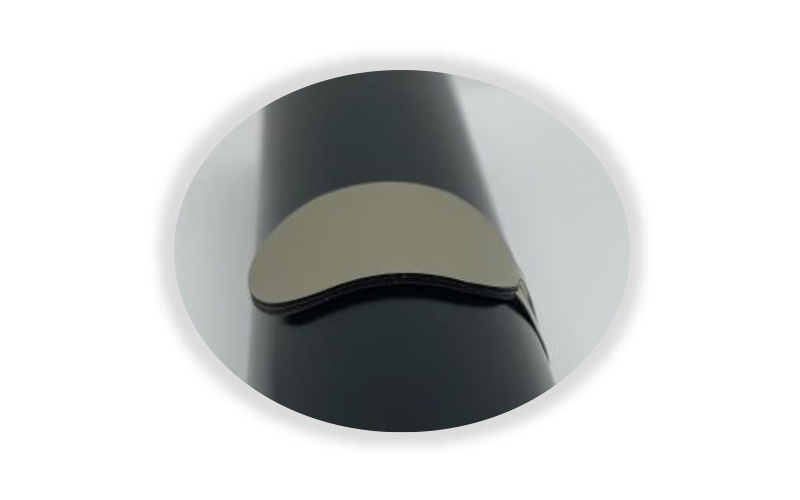
e-Rubberセンサ(図1)は、厚み1.3㎜の柔軟素材で構成された静電容量式荷重センサである。柔らかな感触を持ちながら広いダイナミックレンジを備えている。柔軟性があるため、曲面への貼付け(図2)も可能なセンサとなっている。
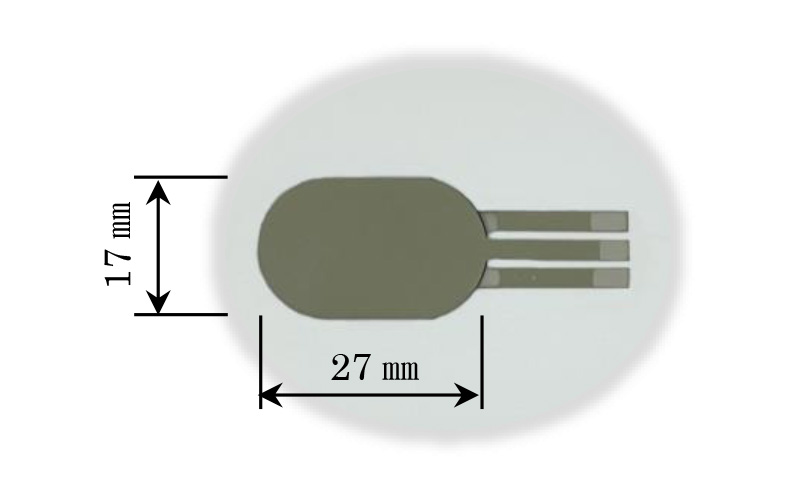
基本構造は図3示すようにゴムを2枚の電極で挟んだものであり、受けた荷重に応じた静電容量の変化を計測するものである。豊田合成では、この電極間に配置するゴムについて材料開発からこだわり、性能と信頼性を兼ね備えたe-Rubberセンサを開発した。
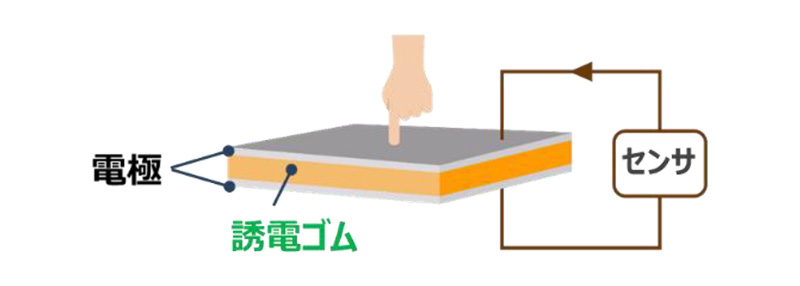
ゴムの印加荷重に対し非線形に変形する特性に着目し、微小荷重では高感度(分解能高く)、大荷重では低感度を実現できるように材料特性をコントロールすることで人の感覚に近くなるよう、荷重帯ごとに感度を最適化することに成功している。
表1に開発したe-Rubberセンサの仕様を示す。
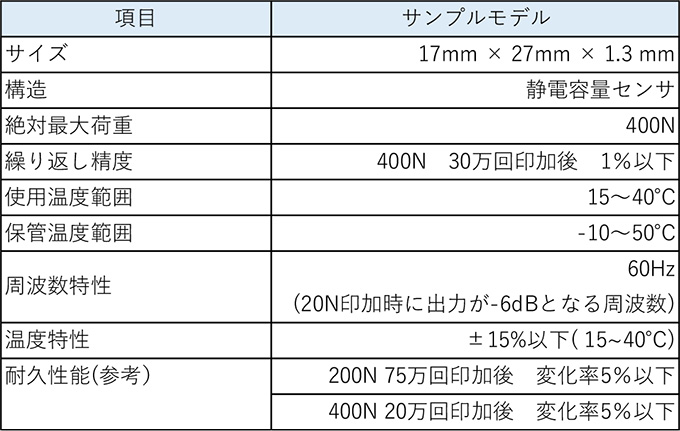
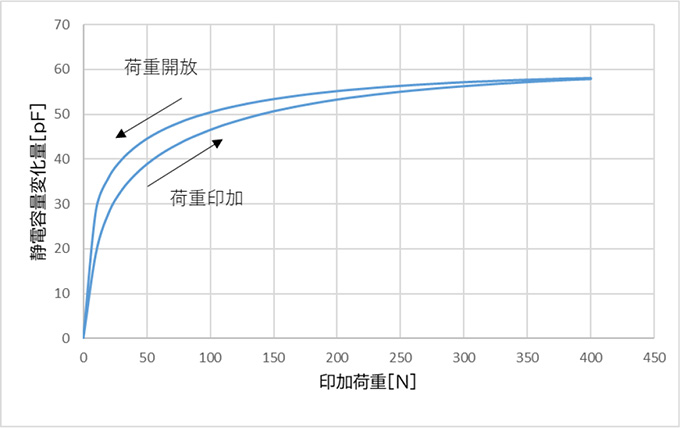
図4で示すように、微荷重帯(0~100N)で高い感度での検知を可能とし、高荷重帯(100~400N)では感度は低下するものの、高荷重に対しても静電容量変化を維持する。
静電容量変化量の検知分解能が0.1pFの時、荷重換算では0.2N(<20N)、 1N(<100N)、 10N( <400N )の分解能での検知が可能である。
荷重印加時と開放時に異なる出力を持つため、荷重印加の検知に用いるアプリケーションに適している。
3.アプリケーション
薄く柔軟な特徴を持つe-Rubberセンサは下記用途を想定した開発をしている。
•壊れやすいものを把持するロボットハンドでの荷重検知(図5)
食品(果物、お菓子等)、動物、植物、脆性物のハンドリング。
•人体にかかわる荷重検知(図6)
荷重や重心検知によるヘルスケア情報の収集。スポーツ練習補助デバイスへの搭載。


4.今後の展開
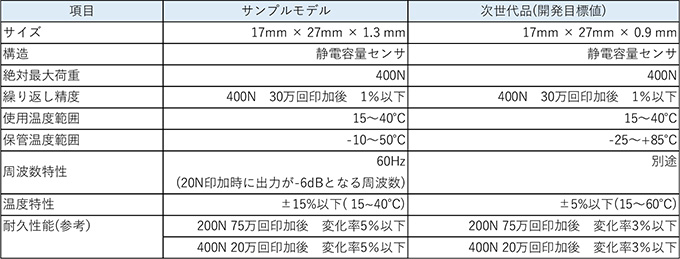
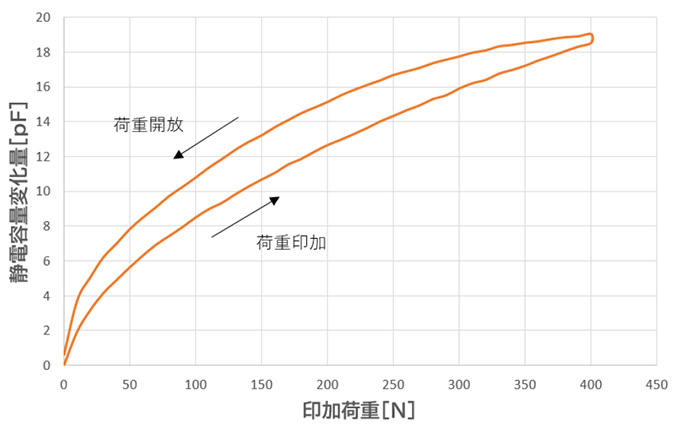
豊田合成ではアプリケーションの幅を広げるべくより高度な材料開発に取り組んでいる。2023年を目標に開発を進める新材料を使用することで、より薄型、より高耐久で環境特性を高めたセンサを提供予定である。材料の特性をより詳細に制御し、印加荷重に対する出力特性を自在にコントロール可能となる。例えば、より薄型の形状でダイナミックレンジの全領域にわたりリニアな直線を持つように設計することも可能となり、全レンジの分解能を安定させアプリケーション設計が容易になるといった効果が期待される。
次世代品e-Rubberセンサの表2に開発目標値、図7に印加荷重に対する静電容量変化を示す。
5.最後に
豊田合成は、本稿で解説したe-Rubberセンサの適用の範囲を広げ、スポーツ分野での活用、予防医療などのヘルスケア領域への展開を目指している。
現在、用途開発のパートナーを探索中である。
興味のある方は、是非下記問い合わせまでご連絡頂きたい。
※資料請求のみも歓迎。無料サンプルキットの提供も有(数量限定)
【適用領域(例)】
・ロボットハンド
・スポーツ関連
・リハビリ医学
・高齢者生活支援(加齢による心身衰弱状態の予防)
・生産現場
・製品への組み込み 等々
問合せ先
豊田合成株式会社
ライフソリューション事業本部 ライフソリューション第2技術部
◆問い合わせフォーム
https://www.toyoda-gosei.co.jp/contact/erubber_form/

◆e-Rubber紹介サイト
https://www.toyoda-gosei.co.jp/e-rubber/
