
営業企画本部 営業企画部
部長 佐藤 浩二
5.校正例
ここでは、ブルドン管圧力計(機械式圧力計)で、長野計器製φ300 精密圧力計(0~400kPa、ミラー付、最小目盛り1kPa)の校正を例に、校正時における不確かさ要因の評価手法を紹介する。
圧力計の校正に対する不確かさは、影響する要因(標準器、測定方法、環境、測定者など)を分析して、個々の標準不確かさを算出し、「不確かさ計算表(バジェットシート)」を作成して拡張不確かさを評価する。機械式圧力計の校正には、圧力標準器との比較校正法が用いられる。
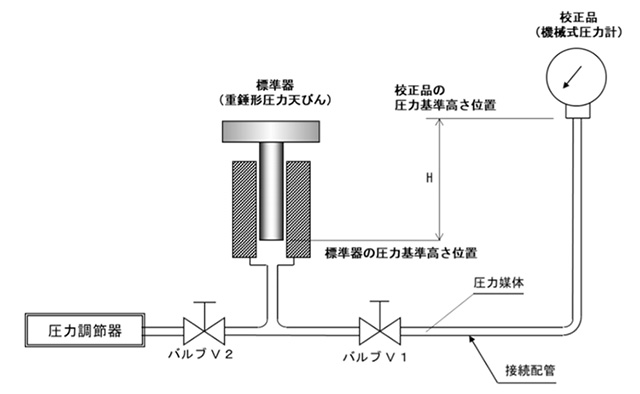
図9は校正時の配管図である。標準器と校正品を配管で直接連結し、標準器と校正品の圧力を安定させた後、それぞれの圧力値を観測することによって校正を行う。バルブ(V1)は校正作業中に校正品の圧力値をオーバーシュートさせないために用いる。また、単独での漏れ確認および圧力微調整用にも使用する。標準器と校正品の圧力基準高さを同一レベル(同じ高さ)に調整することは難しいので、これらの位置の間ではレベル差(H)による圧力差が生じるため、これを補正することが必要になる2)。
また、不確かさの成分は表2に示す成分について評価する。
| 不確かさの成分 | 標準不確かさ(kPa) | 評価タイプ |
|---|---|---|
| (1) 標準器の不確かさ | u(Ps) | B |
| (2) 校正作業の不確かさ ①取り付け姿勢の不確かさ ②ヘッド差補正の不確かさ |
– | – |
| u(Pa) | B | |
| u(Pc) | B | |
| (3) 繰り返し測定の不確かさ | u(Pa) | A |
| (4) 摩擦による不確かさ | u(Pf) | B |
| (5) ヒステリシスによる不確かさ | u(Ph) | (A) |
| (6) 視差による不確かさ | u(Pp) | A |
| (7) 読み取り分解能による不確かさ | u(Pr) | B |
| (8) 校正環境条件の影響 ①重力加速度による不確かさ ②温度による不確かさ |
– | – |
| u(Pg) | B | |
| u(Pt) | B |
ここからは、200 kPa時の校正における各成分の評価結果を示す。
5.1 標準器の不確かさu(Ps)
標準器の不確かさは、通常標準器の校正証明書に記載された不確かさを用いる。
ここでは0.05 kPaとする。
5.2 校正作業の不確かさ
(1) 取り付け姿勢の不確かさu(Pa)
製造者が指定した姿勢に取り付ける場合は、不確かさの値を0とした。
(2) ヘッド差補正の不確かさu(Pc)
ヘッド差補正の不確かさは、校正圧力点ごとに次の式によって求める。

ここに、g : 重力加速度
hd: ヘッド差
ρf: 圧力媒体の密度
ρa: 周囲空気密度
u(ρf): 圧力媒体の密度の標準不確かさ
u(ρa): 周囲空気密度の標準不確かさ
u(H) : ヘッド差測定の標準不確かさ
u(g) : 重力加速度の標準不確かさ
注)気体の場合は補正値が小さく、液体の低圧計測の場合は影響が大きくなるので補正が必要となる。
ヘッド差補正(気体)の不確かさは、ヘッド差を10 cmとして算出すると、200 kPaでほぼゼロとなり、400 kPaでは約 0.005 kPaとなる。
5.3 繰り返し測定の不確かさu(Pa)
繰り返し性による標準不確かさu(Pa)は、校正方法に応じて求められた実験標準偏差Saから、次の式によって求める。
ここに、Sa:昇圧・降圧のそれぞれの校正圧力での実験標準偏差のうち、昇圧・降圧のいずれか大きい方の値
n:測定の繰り返し
200kPaの加圧および減圧時の平均値はPui=200.07 kPa , Pdi=200.20 kPaとなり、繰り返し測定の不確かさu(Pu)=0.28 kPa、u(Pd)=0.31 kPaとなり大きい方の0.31 kPaをu(Pa)とした。
5.4 摩擦による不確かさu(Pf)
校正品をタッピングし指示値を読みとるが、取りきれない摩擦は繰り返し測定の不確かさに含まれる。不確かさをダブルカウントしないため、摩擦による不確かさの値は0とした。
5.5 ヒステリシスによる不確かさu(Ph)
ヒステリシス差による標準不確かさu(Ph)は、評価したヒステリシス差の最大値を基に次の式によって求める。
ここに、Dh:ヒステリシス差の最大値
なお、昇圧・降圧ごとに算出する場合は、不確かさ要因として含めなくてもよい。ヒステリシスの値は、加圧時と減圧時の校正値の差であり、その不確かさは考慮しない。
5.6 視差による不確かさu(Pp)
視差による不確かさは、ミラーがあるので無視できるほど小さいため0とした。
5.7 読み取り分解能による不確かさu(Pr)
読み取り分解能による不確かさは、最小目盛りの1/5を矩形分布として算出する。したがって、最小目盛り1 kPaの場合、0.2 kPaとして読み取り限界による不確かさは
となる。
5.8 校正環境条件の影響
(1) 重力加速度による不確かさ u(Pg)
重力加速度による不確かさは0とした。
(2) 温度による不確かさ
温度による不確かさu(Pt)は
α:温度係数(1 ℃当たりの温度特性の仕様値)
t:校正中の温度変動幅
ここでは、温度変動幅は1 ℃、温度係数は 0.035 %F.S./℃ として算出した。
5.9 合成標準不確かさ
0~400 kPaレンジにおける、200 kPa時の加圧、減圧時の合成標準不確かさを算出した結果を表3に示す。
| 不確かさの成分 | 標準不確かさ | |
|---|---|---|
| (1)標準器の不確かさ | u(Ps) | 0.05 |
| (2)校正作業の不確かさ ① 取り付け姿勢の不確かさ ② ヘッド差補正の不確かさ |
– | – |
| u(Pa) | 0 | |
| u(Pc) | 0 | |
| (3)繰り返し測定の不確かさ ① 加圧時 ② 減圧時 |
– | – |
| u(Pu) | (0.28) | |
| u(Pd) | 0.31 | |
| (4) 摩擦による不確かさ | u(Pf) | 0 |
| (5)ヒステリシスによる不確かさ | u(Ph) | 0 |
| (6)視差による不確かさ | u(Pp) | 0 |
| (7)読み取り分解能による不確かさ | u(Pr) | 0.06 |
| (8)校正環境条件の影響 ①重力加速度による不確かさ ②温度による不確かさ |
– | – |
| u(Pg) | 0 | |
| u(Pt) | 0.04 | |
| (9)合成標準不確かさ ① 加圧時 ② 減圧時 |
u | – |
| 0.33 | ||
| 0.33 | ||
| (10)拡張不確かさ ① 加圧時 ② 減圧時 |
U (k=2) | – |
| – | 0.66 | |
| – | 0.66 | |
200 kPa以外の測定点でも同様に評価することで、校正品の不確かさを評価することができる。
6.おわりに
物の量を測るということは、文明生活において最も基本的な事柄のひとつであると言える。圧力についても同様であり、これらの量はいくつかの方法によって民間へ供給されている。従来は依頼試験制度と基準器検査制度によって一般に供給されていたが、現在では、基準器検査の役割が大きく制限され、原則、民間への圧力標準の供給は、登録事業者制度のみとなった。
一方で、その登録事業者である当社は、5Pa~500MPaと広範囲にわたる校正範囲と、小さな不確かさによって信頼の高い圧力標準を確立している。圧力の専門メーカである当社は、多様な要望に応えつつ、今後もひき続き、校正能力の向上に努めたい。
参考文献
2) JIS B 7547-1:2020 圧力計の特性試験方法及び校正方法-第1部:一般用
【著者紹介】
佐藤 浩二(さとう こうじ)
長野計器株式会社 営業企画本部 営業企画部 部長
■略歴
1994年 株式会社長野計器製作所(現 長野計器株式会社)入社
圧力計の設計業務に従事
2020年 同社 営業企画本部 営業企画部 部長 現職