
研究開発本部
岩谷 隆光
4. 検出限界の推定
化合物の濃度はクロマトグラムのピーク面積と相関を示す。図4のBS2のクロマトグラムにおけるピーク4~7は重なっていたので、クロマトグラム特有の非対称なピークを表現できるHaarhoff-Van der Linde (HVL)の関数7)を用いてフィッティングして各ピーク面積を推定した。HVLによりクロマトグラムのピークは、次式に示す時間tの関数として表現できる。

ここでα0はピーク面積、α1はピークの中心値、α2はピーク幅、α3はピーク歪みに関する係数である。図4のBS2のクロマトグラムに式(1)を適用して各ピークを推定した結果を図5に示す。図5(a)の黒線はクロマトグラムの元データであり、赤線は図5(b)に示す推定した各ピークを積算した結果である。フィッティングの精度を表すr2係数は0.995だった。同様に0.1~2 ppmvの試料ガスを分析したクロマトグラムに対しても各成分のピーク形状を推定し、そのピーク面積を得た。
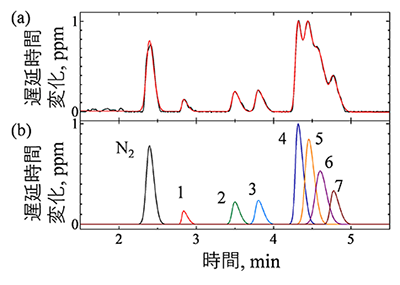
(b)HVLでフィッティングした推定ピーク
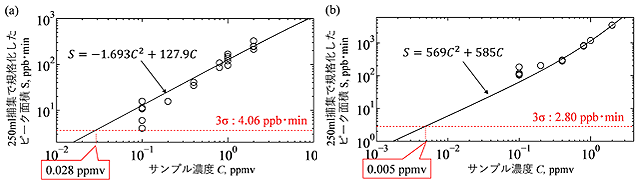
以上のように、各化合物のピーク面積を評価して、サンプル濃度の検量線を作成した。図6に代表例としてジクロロメタンとo-キシレンの濃度とピーク面積の関係を示す。ピーク面積はサンプルガスの捕集量に依存するため、捕集量250 mlで規格化してプロットした。検量線は、原点を通る2次関数の最小二乗法で導出した。
検出限界濃度(low detection limit; LDL)は、ブランク試験における疑似的ピーク面積の標準偏差σを用いて導かれる。疑似的ピークを近似的に三角形と考え、σをブランク試験におけるセンサ応答の標準偏差δと各化合物のピーク半値幅fwhmの積で定義した。

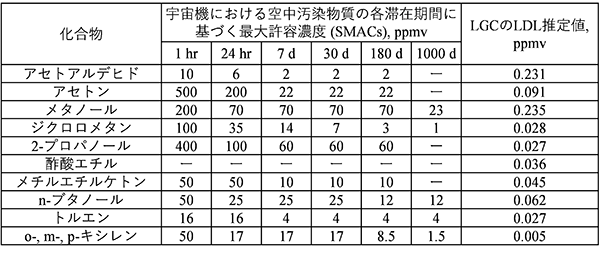
このように定義した3σと検量線の交点から各化合物におけるLDLを算出したところ、図6に示すように、ジクロロメタンのLDLは0.028 ppmv、o-キシレンのLDLは0.005 ppmvだった。同様の手順で各化合物について推定したLDLを表2に示す。全ての化合物において推定したLDLは、SMACsの定める最も低い許容濃度よりも十分に低かった。したがって、開発したLGCは宇宙機における環境ガスモニタリングに適用できる可能性が示された。
5. 手のひらサイズGC
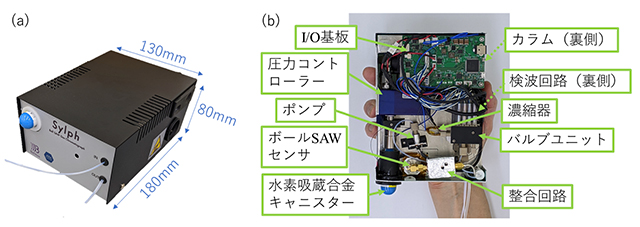
LGCを試作した技術を応用して、ボールSAW GCの製品プロトタイプである図7に示す手のひらサイズGC“Sylph”を開発した8)。本GCは、1つのカラムとセンサのシンプルな構造であり、キャリアガスラインも一体化した。濃縮器の吸着剤としてTenax TAを約10 mgを充填した。カラムは固定相にPEGを塗付した長さ30 mのUltraALLOY®(フロンティア・ラボ)をφ27 mm長さ65 mmの円筒状に巻いて小型化したソレノイドカラムを用いた。ボールSAWセンサには感応膜としてPDMSを成膜した。
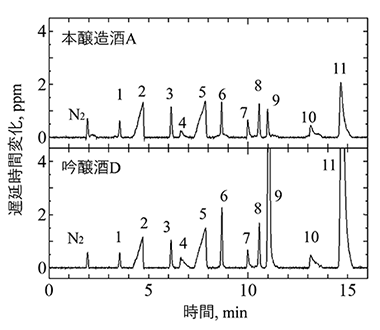
本プロトタイプを用いて、醸造飲料である日本酒の香気成分を分析した。サンプルとして銘柄の異なる本醸造酒A,B,Cと吟醸酒D,E,Fを用意し、各日本酒のヘッドスペースガスを73 ml/minで0.9分間捕集した。カラム温度は40℃で5分間保持した後、10℃/minで140℃まで昇温した。本醸造酒Aと吟醸酒Dのヘッドスペースガスのクロマトグラムを図8に示す。各ピークの成分は1: 酢酸エチル、2: エタノール、5: 水、6:酢酸イソアミル、8: イソアミルアルコール、9: カプロン酸エチル、11: カプリル酸エチルと同定された。ピーク3,4, 7および10は未同定である。
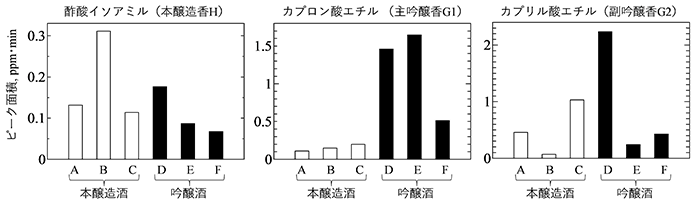
各銘柄のクロマトグラムから得られた日本酒の香気成分において、本醸造酒に特徴的な本醸造香である酢酸イソアミル(H)、吟醸酒の主吟醸香であるカプロン酸エチル(G1)および副吟醸香であるカプリル酸エチル(G2)のピーク面積を図9に示す。Hは、本醸造酒A~Cと吟醸酒Dで比較的多く、本醸造酒Bは特に豊富に含んでいた。G1は本醸造酒A~Cに比べて吟醸酒D~Eで豊富に含まれて、吟醸酒Eで最も多かった。本醸造酒Bと吟醸酒Eは、同じ酒造メーカーの銘柄であるが、それぞれ本醸造酒と吟醸酒に特徴的な香りを豊富に生成するように制御していると推察される。
また、吟醸酒Dは他の銘柄と異なり、主吟醸香のG1に加え、本醸造香のHと副吟醸香であるG2も豊富に含んでいた。この銘柄は本醸造酒用の酵母と吟醸酒用の酵母を併用したと言われるが、吟醸酒EやFと異なり副吟醸香G2も豊富に含むことは、酵母の選定のみではなく、醸造過程の他の技術にも基づく可能性がある。日本酒醸造において、これらの香りを生成する技術は重要な課題であり、これらの成分を醸造現場で随時分析できることは、醸造産業における製品開発、技術の向上や品質管理において有用と期待される。
6. まとめ
本稿では、ボールSAW GCに関する最近の研究成果について述べた。宇宙探査イノベーションハブの共同研究において試作した超小型GCは、有人宇宙環境における多種類の有害ガスを許容濃度より十分に低い検出限界で分析できた。今後は、より実用的な条件で動作できるよう改良を進め、将来的には宇宙での実証実験を目指していきたい。また、製品プロトタイプとして開発した手に平サイズGCの“Sylph”は、日本酒のヘッドスペースガス分析より各銘柄の特徴的な香りの違いを評価できた。本機は、食品分野に関わらず、現場での多種類のガスの分析に貢献できると期待できる。なお、Sylphは2021年から原理検証のためのプロトタイプの提供を開始している。
参考文献
- 7) P. H. Haarhoff and H. J. Van der Linde, “Concentration Dependence of Elution Curves in Non-Ideal Gas Chromatography,” Anal. Chem., Vol. 38, No. 4, 1966, pp. 573-582.
- 8) S. Akao, T. Iwaya T. Okano, N. Takeda, Y. Tsukahara, T. Oizumi, H. Fukushi, T. Tanaka, M. Sugawara, T. Tsuji, A. Takeda, K. Suzuki, S. Miyagawa, and K. Yamanaka, “Odorant analysis of sake using a palm sized ball SAW gas chromatograph,” Proc. 42nd Symp. Ultrasonic. Electronics, 2021, 3Pb2-3.
【著者紹介】
岩谷 隆光 (いわや たかみつ)
ボールウェーブ株式会社 研究開発本部
■略歴
2010年3月 東北大学工学部材料科学総合学科卒業
2012年3月 同大学修士課程修了
2012年4月 株式会社LIXIL入社
2019年1月 ボールウェーブ株式会社入社、現在に至る